Sorter og regler for valg af skærende diamantklinger til vinkelsliber
Diamantskæreskiver, eller som de også kaldes diamanthjul, har adskillige fordele i forhold til traditionelle slibende modstykker. De har markant større indikatorer med hensyn til ressource, skærenøjagtighed og produktivitet. Dernæst skal vi se på, hvordan man vælger en diamantskive til en slibemaskine, hvilke typer diske der findes, og hvad er deres fordel.

Indhold:
Introduktion af Diamond Cutting Discs
Vandløse diamantskæreskiver blev først oprettet i designbureauet for det japanske firma Sankyo Diamond Tools, en strukturel afdeling af Hitachi Corporation.
Mange teknologier blev brugt for første gang, så cirklerne var ikke pålidelige nok og hurtigt mislykkedes. For eksempel blev diamanter og skæredelen fastgjort til en stålbase ved anvendelse af lodning ved høj temperatur. Når der opstod en stor friktionskraft, blev metallet opvarmet, loddet smeltet, og arbejdsdelen faldt simpelthen af. Med vandkøling fungerede sådanne cirkler mere eller mindre tolerabelt, men med tør friktion var deres ressource lille.
Faktum er, at diamant ikke skærer materialet, men slider det ned i støv, store friktionskræfter ledsages af hurtig opvarmning - varmen har ikke tid til at blive fjernet langs cirkelkroppen, og til trods for tilstedeværelsen af specielle spalter deformeres cirklen, når den opvarmes. Formændringer er mindre og truer ikke ødelæggelse, men de har en negativ indvirkning på ledets styrke.

Sankyo Diamond ingeniører foreslog også andre løsninger - sintring af arbejdsdelen og basen under højt tryk. En sådan forbindelse er mere holdbar og kan modstå betydeligt højere temperaturer. Det var således muligt at skabe segmenterede og faste skiver, der er modstandsdygtige over for opvarmning og deformation. Teknologien bruges stadig.
Den anden løsning er lasersvejsning på molekylært niveau. I henhold til denne teknologi produceres kun cirkler af en segmenteret type. Begge diske er næsten identiske i styrke og pålidelighed, selvom mange fagfolk mener, at laserfremstillede diske er bedre.
Princippet for drift af det skærende diamantblad
De fleste diamantklinger bruges på vinkelsliber med hastigheder på op til 12.000 o / min. Det maksimale antal omdrejninger, som de bedste cirkler kan modstå, er 13.900 omdrejninger pr. Minut, men der er ikke for mange værktøjer, der kan udvikle dem, når man skærer.
Kun diamanten selv er i kontakt med overfladen, der skal behandles - den stikker over overfladen på kanten og, når den drejes, slibes materialet ned i fint støv. Forlagets flerlagsstruktur sikrer konstant beredskab af klingen til arbejde - diamanter, der slibes eller flyver ud af soklen, erstattes af andre, der er i det nedre lag af kanten.
Overskydende varme fjernes gennem drivhuset, men alligevel opvarmes den til tilstrækkelig høje temperaturer, hvilket kræver overholdelse af visse sikkerhedsregler for tørskæring.
Hjulets levetid og dets effektivitet afhænger af diamantens størrelse. Store giver arbejdseffektivitet, men slides hurtigt, små klippes meget nøjagtigt, men langsommere, deres levetid er 25-30% længere end for et instrument med store fraktioner af krystaller.

Design af diamantskiver
Strukturelt er en diamantskive en stålcirkel med en skæredel og spalter over hele området, hvilket bidrager til varmeafledning og reducerer deformationsspændinger.Diamanter er flettet over hele kanten af disken. De indsættes i kanten fra legeringer af nikkel, zink, kobolt og tin. Med en lineær bevægelseshastighed på op til 80 m / s og enorme friktionskræfter skal fastgørelsen være ekstremt holdbar, hvilket opnås ved hjælp af specielle teknologier.
For at sikre, at skæredelen holdes under tung belastning, kan de fastgøres ved lasersvejsning, sintring, galvanisk metode eller lodning. Lodning bruges kun på vandstråleskiver.
Afhængig af metoden til fastgørelse af diamanten bestemmes formålet med disken. Galvaniserede diamanter er designet til at arbejde med bløde typer natursten, behandlet med lasersvejsning og sintring, især segmenteret - til alle typer faste materialer på en tør og "våd" måde.
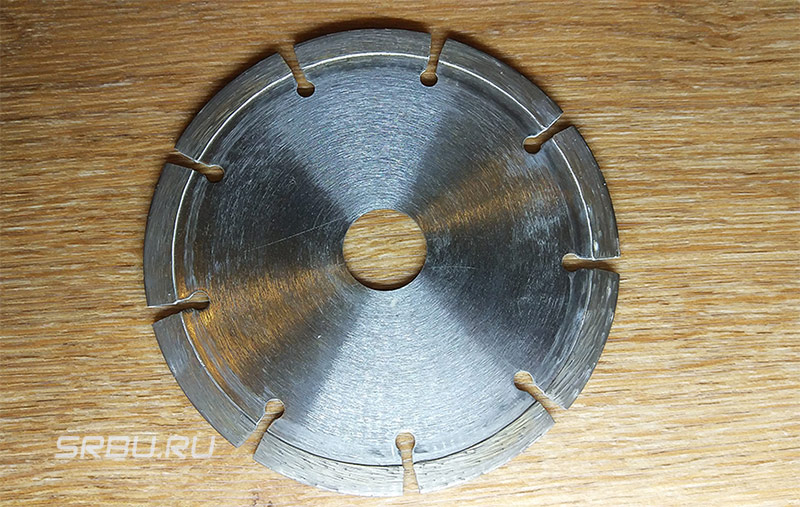
Hullerne og spalterne er strengt symmetriske, og massen af diamanter er afbalanceret i diametralt modsatte retninger. Dette eliminerer vibration og "runout" af disken og sikrer ensartet skæring. Men du kan kun bruge cirkler til tørskæring til at udføre et lige snit - med en buet sti kan disken ikke kun miste diamanter, men også kollaps. Denne type værktøj er meget følsom overfor belastninger i siderne.

1. Dæmpning af slots. 2. Skærelaget. 3. Landingshul. 4. Stålskive.
Varianter af diamantklinger
Diamond skæreskiver har visse forskelle i design og fremstillingsteknologi.
Typer af diamantklinger efter struktur
Efter struktur er tørskæreskiver opdelt i:
- faststof;
- segmenteret;
- turbo;
- turbosegmentirovannye.
Solide diamantklinger. Udstyret med en kontinuerlig skærebånd, der løber rundt i en cirkel, hvor kunstige diamanter er ispelt i flere rækker. Til skæring af keramik og andre materialer, hvor nøjagtigheden af udskæringen er hovedparameter, foretrækkes cirkler med en solid kant.

Segmenterede diamantklinger.De segmenterede dele er opdelt af radiale snit i flere arbejdsafsnit af samme størrelse, de er mere modstandsdygtige over for mekaniske og termiske belastninger og bruges oftere end faste, selvom de er noget dyrere. De er mere produktive end faste, men udskæringen efter dem er ikke så nøjagtig. De bruges bedst til grov skæring af betonkonstruktioner.

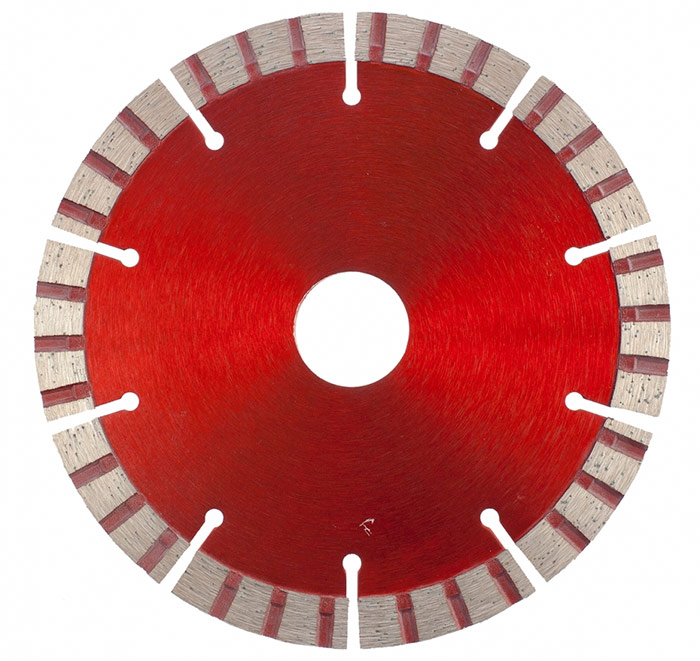
Diamond hjul turbo.Turbo-diske er kendetegnet ved tilstedeværelsen af et skråt (og ikke kun) hak på siderne af kanten. Det øger hjulets mekaniske styrke lidt og forbedrer intensiteten af varmeafledning, hvilket gør det muligt at accelerere skæring fra 50 til 100%. Ligesom segmenterede diske er turboer egnede til hurtig skæring af alle mineralmaterialer med en bred vifte af hårdhed - fra sandsten til beton og granit.

Turbosegmenterede diamantklinger.Endnu mere produktive er cirklerne opdelt i segmenter med et "turbo" sidespor. De er kendetegnet ved høj ydeevne og alsidighed.
Forskellen i disks placering af diamanter
Kunstige diamanter er fastgjort i arbejdsranden i en bestemt rækkefølge. Der er cirkler med deres ensartede fordeling, når det samme antal krystaller er i en hvilken som helst af de valgte længdeenheder eller segmenter.
Men der er cirkler, hvor diamanter er placeret med en bestemt periode (den såkaldte sandwich). De er mere produktive og giver mindre indsats på værktøjet, mere effektiv køling og jævn fordeling af indsatsen.
Diamantklinger til tør og våd skæring
I henhold til skæremetoden er diamantblader opdelt i cirkler til tør og våd skæring. Førstnævnte giver nøjagtig skæring og er mere "rene" i drift, men kræver brug af støvsugeanordninger - når der skæring dannes meget små partikler af faste materialer, der irriterer øjnene og luftvejene. Vandkølede hjul fungerer med en konstant strøm af væske, der binder og skyller støv, men de kan ikke altid bruges. Dette skyldes en vis bulkiness i det hydrauliske system og dannelsen af sagging.
Tør skærehjul kan bruges i vandkølede maskiner, men våde skæreskiver kan ikke bruges uden afkøling - de overophedes og hurtigt kollapser.
Sådan vælges en diamantskive til en slibemaskine
Når du vælger en diamantskive, skal du være opmærksom på den type materiale, som disken er beregnet til, dens størrelse, landingsdiameter og diskens omdrejningshastighed.
Materiale, der skal arbejdes med
De fleste diamanthjul er designet til at arbejde med ikke-metalliske materialer. Oftest bruges de til skæring af beton, keramik, glas, mursten og asfalt. Men der er et antal diske, der er designet til at skære metaller af forskellig hårdhed. Når du køber, skal du huske, at forskellige typer diamantblader er designet til at arbejde med forskellige materialer. Der er diske designet til at arbejde med beton, keramiske fliser, marmor, granit, sandsten, sten og asfalt.
Der er en bestemt regel for at vælge en disk - for bløde materialer vælges cirkler med hård stropper af diamanter og for hårde materialer med bløde. Dette bestemmes af graden af slid af kunstige diamanter placeret på kanten af cirklen.
Når man skærer hårde materialer, slides de hurtigere ud, og de næste kommer ud af deres sted fra en temmelig blød skærebånd. Bløde materialer har på den anden side ringe indflydelse på diamant; det skal forblive på sin plads så længe som muligt, hvilket giver et fast stof, hvori mineralet er sammenflettet.
Derudover bruges forskellige kunstige diamanter til forskellige cirkler.
To typer diamanter produceres industrielt:
- Monokrystallinsk, der repræsenterer en rumlig struktur med den rigtige form;
- Polykrystallinsk, bestående af flere enkeltkrystaller af mindre størrelse, der er godt forbundet med hinanden.
De førstnævnte er meget holdbare og bruges til at skære hårde materialer og metaller, sidstnævnte kan ødelægges ved kontakt med dem, derfor bruges de på billigere værktøjer designet til relativt bløde materialer.

Størrelser på diamantklinger
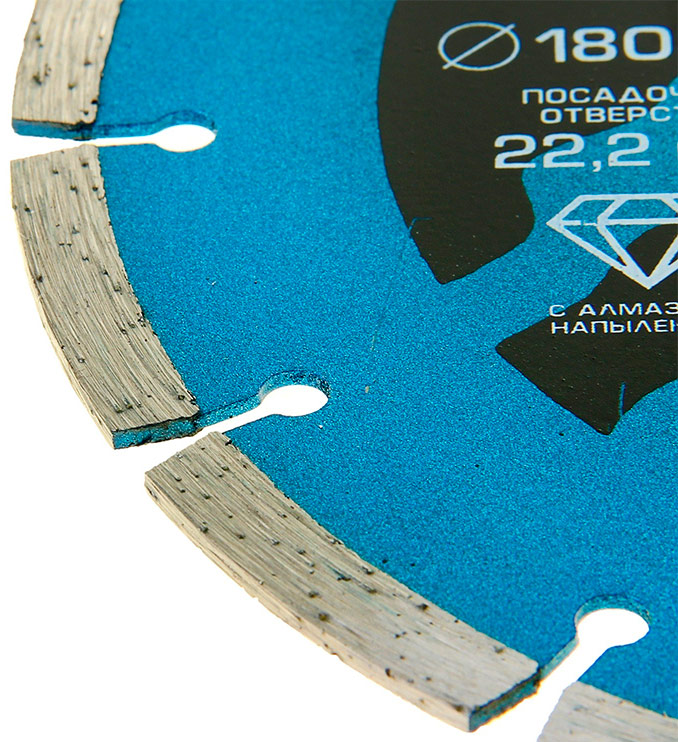
Den maksimale skæredybde og i nogle tilfælde arbejdshastigheden afhænger af diskenes størrelse. Hoveddiametrene er 115, 125, 180 og 230 mm, hvilket svarer til slibehjul til vinkelsliber af de mest almindelige kvaliteter. På salg kan du også finde diamantskiver med en diameter på 150, 300 og flere millimeter. Store diametre er installeret på kraftige skæremaskiner - gasskærer, stationære typer skæremaskiner osv.
De mest almindelige monteringshuller til skiver kan være 22,2 mm eller 25,4 mm. Køb kun en disk, i den størrelse dit værktøj er designet til.
Installer aldrig en stor disk på en slibemaskine, der er designet til at arbejde med en mindre disk, da du tidligere har fjernet beskyttelsesdækslet. Dette er meget farligt, da hvis du ødelægger en metalskive, kan du forårsage dødelig skade på dit helbred. Hvis du har sådanne ideer, så find på Internettet et foto af konsekvenserne af at arbejde med en diamantskive uden et beskyttelsesdæksel, og du vil for evigt have lyst til at arbejde uden beskyttelse.
Diskrotationshastighed
Også på diske angives den maksimale rotationshastighed og lineære hastighed. Hvis dit værktøjs kapaciteter overstiger diskens egenskaber, kan du ikke sætte det - centrifugalkræfter vil simpelthen rive den fra hinanden.
Problemer, der opstår i processen og løsningsmetoder
1. Som allerede nævnt er diamantblader udelukkende designet til lige snit. Skærehastigheden og fremføringskraften skal justeres, så arbejdsområdet ikke overophedes. Ved felttemperaturer over 700 0Da kunstige diamanter grafiseres og mister en betydelig procentdel af styrke.
Du kan øge diskressourcen på en enkel måde - fjern den med jævne mellemrum fra klippet uden at slukke for vinkelslibermotoren. Den indkommende luftstrøm afkøler disken og fjerner termiske spændinger mellem den centrale del og arbejdsområdet.
En anden måde at øge diskets levetid på er ikke at skære for dybt i et pass. Det er bedre at sekventielt gå langs den samme bane flere gange.Dette øger driftstiden lidt, men værktøjets levetid bliver dobbelt så lang.

2. Et af de største problemer, der opstår i arbejdet, er det hurtige slid på arbejdsområdet. Først og fremmest skyldes dette det forkerte valg af værktøj, for høj tilførselshastighed (spændehastighed) eller tilstanden af vinkelsliberens drev. Hvis der forekommer slag i den, reduceres levetiden på disken kraftigt, i nogle tilfælde med særlig store amplituder af svingninger, kan den ødelægges, hvilket er meget farligt.
Hvis siden af klingen slides under skærekanten, betyder det, at foderet er blevet krænket, eller at der er opstået en drivfejl, der skaber en sidevæg.
3. Når segmenter bliver kedelige, er det nødvendigt at udskifte disken - den er ikke egnet til dette materiale. Hvis disken er valgt korrekt, men stadig er et sådant billede - er det nødvendigt at afkøle disken oftere. Det overophedes på grund af for stor belastning. De samme grunde fører til misfarvning af diskens bund - der vises en blålig farvetone på stålcirklen.
4. Hvis der vises revner på disken, skal du straks udskifte den. Disken revner i tilfælde af manglende overholdelse af materialet eller for intensivt arbejde. Ofte vises disse defekter efter fastklemning i udskæringen eller forvrængning under drift. For at undgå problemer skal du inspicere disken inden brug og med jævne mellemrum ved betjening ved at stoppe værktøjet.
5. Det er ikke tilladt at arbejde med en diamantskive, hvis vinkelsliberen eller andet værktøj er defekt - laterale og radiale udkørsler, ujævn rotation, ukontrolleret stigning eller reduktion i rotationshastighed forekommer. I dette tilfælde skal værktøjet returneres til reparation eller købe et nyt.
For at øge levetiden på et diamantblad skal du følge en række enkle regler:
- Brug cirkler med stor diameter og reducerer således belastningen på krystallerne;
- Vinkelsliberen eller andet værktøj skal vælges så kraftigt som muligt, dette sikrer stabilitet i omdrejningerne;
- vælg den rigtige disk i overensstemmelse med materialet;
- Overskrid ikke den tilladte hastighed.
Når du arbejder med diamantklinger, er handsker, beskyttelsesbriller og åndedrætsværn påkrævet.


