كيفية اختيار آلة لحام للألمنيوم
حتى اللحامون ذوو الخبرة ، الذين يواجهون ربط الألمنيوم لأول مرة بطريقة قوس يدوي ، غالبًا ما يشعرون بالإحباط من جودة اللحام. إذا كنت بحاجة إلى العمل بانتظام مع هذا المعدن "المزاجي" ، فإن مقالتنا ستساعدك في اختيار آلة لحام للألمنيوم ، والتي ستخلق طبقات عالية الجودة ضيقة.

ميزات وصعوبات لحام الألومنيوم
قد تكون هناك حاجة لحام الألومنيوم لإغلاق صدع في عموم زيت المحرك أو عموم علبة التروس. في كثير من الأحيان يتم إصلاح كتلة المجمدة من سترة تبريد المحرك بهذه الطريقة. أجهزة لحام الألمنيوم مطلوبة في الصناعات الكيماوية والغذائية ، صناعة الحاويات ، المجمعات ، المرشحات وغيرها من المنتجات.
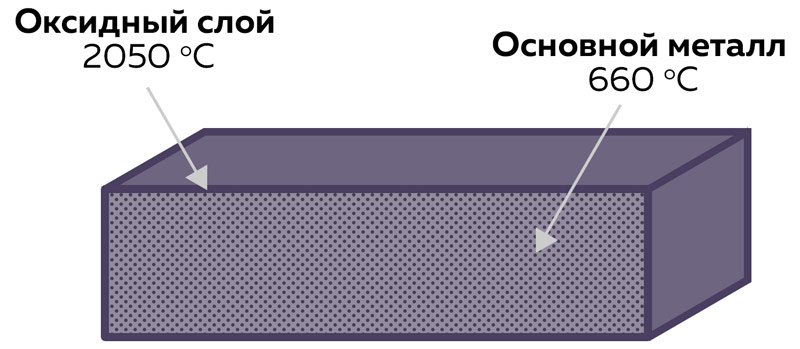
لكن الألمنيوم وسبائكه AlMn و AlSi و AlMg تكون ملحومة بشكل أسوأ بسبب الميزة الرئيسية - وجود طبقة أكسيد حرارية على السطح. درجة انصهاره هي 2044 درجة ، في حين أن المعدن تحته يتدفق بعد 660 درجة. هذه هي المشكلة الرئيسية ، نظرًا لأن قوة التيار الصغيرة لا تستطيع إذابة الطبقة الخارجية ، ويوجد معدن الحشو على السطح. تيار كبير يؤدي إلى الحروق. لذلك ، التقنيات التقليدية للحام الألومنيوم ليست مناسبة.
من بين الصعوبات الأخرى في التعامل مع هذا المعدن ما يلي:
- اختلاف بسيط بين نقطة الانصهار والتصلب. يصبح الألومنيوم سائلاً عند 660 درجة. لكن إذا سمح له بالتبريد من 15 إلى 20 درجة مئوية فقط ، فسيبدأ بالفعل في التبلور. مطلوب جهاز لحام ألومنيوم يمكنه الحفاظ على تيار العمل في هذا النطاق بحيث يمكن تشكيل التماس.
- زيادة الموصلية الحرارية. تنتشر الحرارة من خلال الألومنيوم 5 مرات أسرع من الفولاذ الطري. يبرد حوض اللحام بسرعة ، ويمكن أن يتشوه الجزء بشكل كبير فوق مساحة كبيرة ، حتى من التماس الصغير.
- الحفاظ على اللون في شكل منصهر. عند اللحام بالمعادن الحديدية ، يكون من السهل على اللحام التحكم في حالة تجمع اللحام وكمية الحشو الموردة ، لأنها تصبح بيضاء مبهرة ، على عكس الخبث الأحمر. الألومنيوم لا يغير لونه في شكل سائل ومن الصعب على عامل اللحام أن يفهم بصريًا كيف يتم تشكيل التماس.
- زيادة الانكماش. بعد التبريد ، يمكن أن تنحسر الأسطوانات المعدنية المودعة بشكل كبير ، مما يشكل حفرًا في التماس وسيتعين إعادة تسطيحها من الأعلى.
- التفاعل مع البيئة. عند ملامسة الهواء المحيط ، يتبخر الألومنيوم الهيدروجين ، مما يؤدي إلى وجود مسام كبيرة في هيكل اللحام. لن يتحمل ضغط الماء أو سائل آخر مثل هذا الاتصال. من الضروري حماية حوض اللحام من الغازات الخارجية.
- زيادة السيولة. في الحالة المنصهرة ، يشبه الألمنيوم الماء - من الصعب توجيه المعدن السائل مع الموقد ، وخاصة عند الحفاظ على التماس في مستوى الطائرة المائلة. هذا يؤدي أيضا إلى تسارع من خلال الحروق.
اللحامات الأولى لحام اللحام المبتدئ هي دائما سيئة. تدريجيا ، يتم حل المشكلة عن طريق التدريب في الممارسة. ولكن الأهمية القصوى يتم لعبها عن طريق الاختيار الصحيح لآلة اللحام المصممة للانضمام إلى الألومنيوم.
الجهاز الذي هو الأنسب لحام الألومنيوم
نظرًا لوجود أقطاب كهربائية مغلفة بنواة من الألومنيوم في السوق ، يبدو أن أرخص طريقة لحام هذا المعدن هي اللحام اليدوي بالقوس مع العاكس. ولكن في الواقع ، فإن لحام MMA على الألومنيوم يسمح لك فقط بتوصيل وجهي المعدن بقطرات المضاف المتراكب في الأعلى.
التماس دائم وضيق لن تعمل هنا.للحصول على اتصال جيد ، ستحتاج إلى آلة لحام لحام الألومنيوم مع أوضاع MIG أو TIG. كل واحد منهم له خصائصه الخاصة ، والتي يجب مراعاتها عند الاختيار.
باستخدام آلات لحام MIG / MAG للألمنيوم
لحام MIG هو استخدام أجهزة نصف آلية يتم فيها تغذية سلك اللحام بشكل مستمر من خلال القناة مباشرة إلى الشعلة. يتم توصيل الكبل الثاني مع مقطع مباشرة إلى المنتج. يؤدي تقصير السلك إلى سطح الشغل إلى إثارة القوس الكهربائي. في موازاة ذلك ، يعزل الغاز من فوهة بركة اللحام عن البيئة الخارجية.


الأشياء الجيدة
- سرعة لحام عالية.
- رؤية جيدة لما يحدث في حوض اللحام ؛
- اليد الثانية للحام مجانية لدعم الشغل أو البقاء على ارتفاع ؛
- يمكنك إنشاء طبقات طويلة مستمرة.
- بعد نهاية العملية لا توجد قشرة خبث.

سلبيات
- التكلفة العالية للمعدات نفسها. لا تزال هناك تكاليف إضافية لحماية الغاز (خليط من الأرجون وثاني أكسيد الكربون).
- سلك حشو الألمنيوم رقيق ومرن ، لذا فهو "مشي" للغاية ، ومن الصعب على اللحام توجيهه.
- إذا كان مطلوبًا في كثير من الأحيان استبدال اللحام بالمعادن الحديدية والألومنيوم بجهاز نصف آلي واحد ، فإن تغيير القناة الفولاذية في الشعلة إلى الشعلة Teflon يستغرق الكثير من الوقت.
- التماس من جهاز نصف آلي على الألومنيوم غير متجانسة في العرض. إذا كانت موجودة على الجانب الأمامي من قطعة العمل ، فستكون هناك حاجة إلى تجريد ميكانيكي لاحق.
ما الوظائف التي يجب أن تمتلكها الأجهزة شبه الآلية للألمنيوم؟
يمكنك توصيل الألومنيوم ليس عن طريق أي أجهزة نصف آلية. يجب أن يكون لمعدات اللحام الوظائف التالية:
بداية ساخنة. تسمى هذه الوظيفة "البداية الساخنة" ، لأنها تتيح لك فرض التماس عالي الجودة من الملليمترات الأولى من الاتصال. للقيام بذلك ، يتم الحفاظ على معدل الخمول العالي (80-90 فولت) على السلك ، ويتم تزويد التيار لأول مرة أعلى قليلاً من المعدل الرئيسي.
بالنسبة للألمنيوم ، هذا مفيد للتدفئة السريعة للسطح وتدمير أكسيد. نتيجة لهذا التأثير ، يبدأ التماس في التكوّن فورًا ، دون الالتصاق بكرات الإضافة من الأعلى. على الأجهزة الاحترافية ، يمكنك ضبط إعداد "البدء السريع" لتحديد درجة الحرارة.
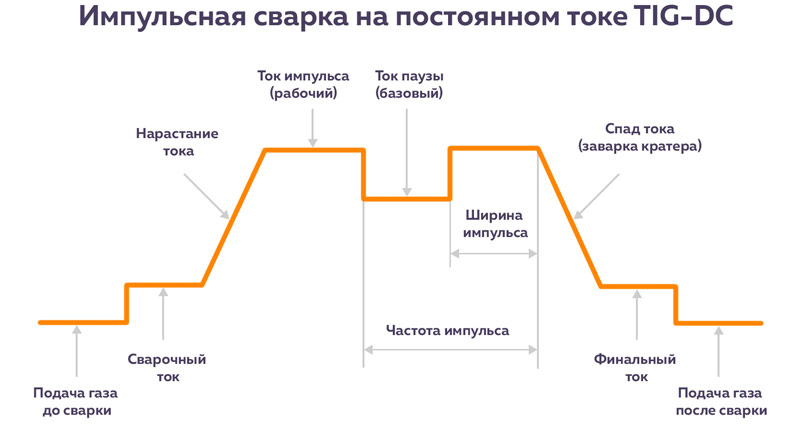
نبض. لا تنتج هذه الوظيفة تيارًا أساسيًا متساويًا ، بل تسهم في تناوبها. والنتيجة هي السعة حيث يرتفع التيار إلى نبض العمل ، ثم يتوقف مع الانخفاض. في لحظة ذروة الجهد ، يذوب الأكسيد ، وخلال فترة الإيقاف المؤقت ، يتم ضمان الاندماج الهادئ لمعدن الحشو مع الحد الأدنى من الرش.
على الأجهزة شبه الآلية الاحترافية ، يمكنك ضبط كلاً من تردد النبضة وطولها ، مما يسمح لك بضبط اللحام حسب سمك الألومنيوم ونوع السبائك. هذه الوظيفة مناسبة خاصة للمعادن الرقيقة لتجنب ارتفاع درجة حرارة السطح وتشكيل الثقوب.
نبض Dable. يضاعف التأثير السابق. بالإضافة إلى السعة بالتناوب بين القاعدة والتيار الرئيسي ، هناك زيادة ونقصان تذبذبيين في ذروة التيار. تعمل هذه الوظيفة أيضًا على تحسين جودة لحام الألومنيوم حتى النقل بالتنقيط من المعدن. الحد الأدنى من الحرارة المدخلات يمنع ارتفاع درجة حرارة الشغل وتشويه. طبقات رقيقة ولكن عميقة ، ويزيد من سرعة اللحام.
استخدام آلات TIG لحام الألومنيوم
يتم إجراء TIG لحام الألومنيوم باستخدام العاكس الذي ينتج التيار المتردد.
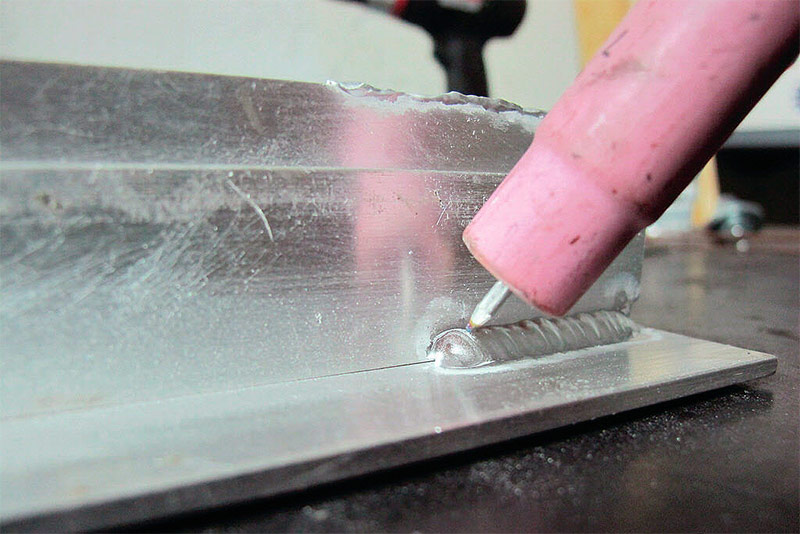
لحام لديه الموقد الكهربائي التنغستن في يد واحدة. إن لمسها على سطح الجزء الذي تتصل به الكتلة يؤدي إلى تكوين قوس كهربائي. لا يذوب التنغستن ، وبالتالي لا يتغير طول القطب. لحام الألومنيوم ، يتم استخدام شكل دائري من شحذ قضيب.
في اليد الثانية للحام ، يتم تغذية سلك الحشو في حوض اللحام لزيادة ارتفاع التماس وإعطاء قوة للاتصال. الأرجون الغاز الدرع يهرب من الموقد ، ومنع الاتصال مع الهواء الخارجي.
مزايا TIG لحام الألومنيوم
- التماس ضيق وضيق.
- لا بالقطع المطلوبة ؛
- لا توجد مسام في الهيكل.
- طبقات ضيقة 2-3 ملم يمكن إجراء.
سلبيات TIG لحام الألومنيوم
- زيادة استهلاك الأموال لأسلاك الحشو والغاز ؛
- انخفاض سرعة اللحام.
- ارتفاع تكلفة المعدات ؛
- يمكن إنشاء طبقات قصيرة فقط ؛
- يتم رش الإبرة بسرعة ويجب تصحيح شكلها ؛
- عند لحام ألواح الألومنيوم بسمك 1-2 مم ، يجب استخدام الركيزة لمنع الانخفاضات في المعدن الساخن.

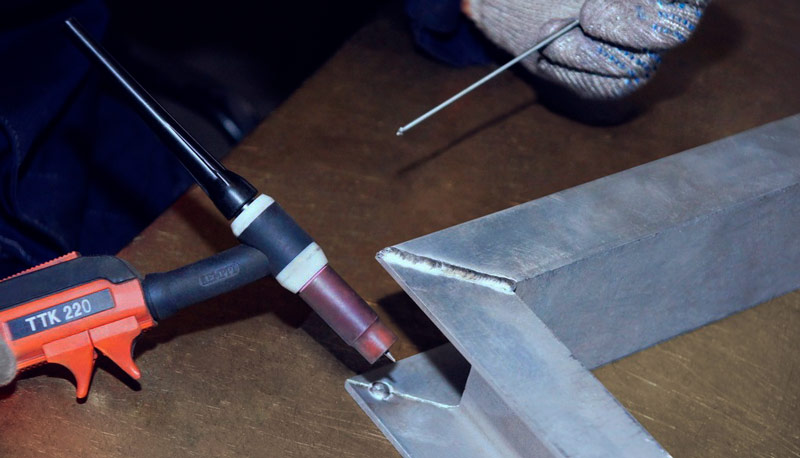
نوعية اللحامات التي يمكن الحصول عليها عند لحام الألومنيوم باستخدام TIG لحام.
ما هي الوظائف التي يجب أن يكون لمحولات TIG للألمنيوم؟
على الرغم من إمكانية تزويد أي عاكس بشعلة لحام TIG ، إلا أنه من الممكن توصيل الألمنيوم بطريقة الأرجون القوسية عالية الجودة فقط في حالة توفر الوظائف التالية:
نبض. انها تلعب نفس الدور كما هو الحال في الجهاز شبه التلقائي. يقلل من إدخال الحرارة ويمنع حرق المواد السائلة. تدعم الأجهزة الاحترافية ضبط موجة النبض. موجة مربعة يعطي اختراق عميق وسرعة عالية لهذه العملية. المثلث يجعل من السهل لحام صفائح رقيقة من الألومنيوم مع الحد الأدنى من نقل الحرارة. تسهل الموجة المستديرة التحكم في مجموعة اللحام حتى لاختراق المفاصل الحرجة. الجيوب الأنفية يعطي قوس لينة مع قبضة واسعة من تجمع لحام ، ولكن ليس اختراق عميق.
قبل وبعد الغاز. يبدأ لمدة 2 ثانية عملية تطهير أولية لغاز التدريع من أجل إزاحة الهواء المحيط من نقطة بداية اللحام. يزود الأرجون بعد مقاطعة القوس لمدة 3 إلى 10 ثوان ، مما يسمح لبركة اللحام بالتبلور بشكل طبيعي بدون أكسجين.
التحول إلى التيار المتردد. لحام TIG مع العاكس ممكن فقط على التيار المتردد. للقيام بذلك ، يجب أن يكون تعيين الجهاز AC / DC إلزاميًا.
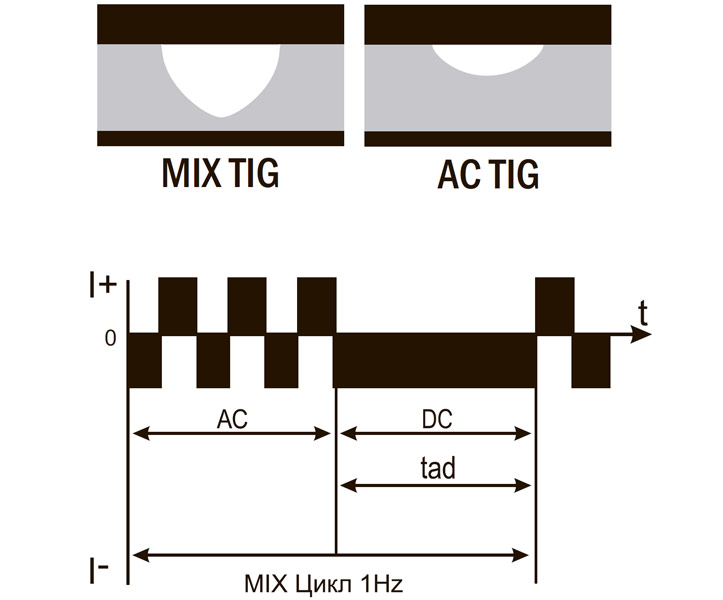
مزيج TIG. هذا الوضع يتناوب على تأثير التيار المباشر والمتناوب. أولاً ، يدخل التيار المتردد حيز التشغيل ، والذي يدمر غشاء الأكسيد بتردده. ثم يتم استبداله بـ DC ، مما يوفر اختراقًا عميقًا مع توزيع متساوي للمعادن المالئة. هذه الوظيفة عملية بشكل خاص عندما تريد توصيل الألمنيوم بسمك 2 و 7 مم مع بعضها البعض.
تعديل الرصيد. يتيح لك ضبط وتيرة التغيير الأوتوماتيكي لأقطاب الجهد ، الذي يطيل عمر القطب التنغستن ، إذا كان إيجابياً ، ويزيد من عمق الاختراق ، وإذا كان المؤشر سالبًا ، فإنه يقلل من إدخال الحرارة ويحمي من الحروق والتشوهات.
بعد دراسة متطلبات آلات لحام الألمنيوم ، يمكنك بسهولة اختيار معدات اللحام لورشة العمل أو ورشة العمل أو المرآب.








