Lajikkeet ja säännöt timanttiterien valintaan kulmahiomakoneissa
Timanttileikkureilla tai, kuten niitä kutsutaan myös, timanttipyörillä, on useita etuja verrattuna tavanomaisiin hankaaviin vastineisiin. Heillä on huomattavasti paremmat indikaattorit resurssien, leikkaustarkkuuden ja tuottavuuden suhteen. Seuraavaksi tarkastelemme kuinka valita timanttilevy hiomakoneelle, minkä tyyppisiä levyjä on olemassa ja mikä on niiden etu.

sisältö:
Esittelyssä timanttileikkurit
Vedetön timanttileikkuri luotiin ensin japanilaisen Sankyo Diamond Tools -yrityksen suunnittelutoimistoon, Hitachi Corporationin rakenneosastoon.
Monia tekniikoita käytettiin ensimmäistä kertaa, joten ympyrät eivät olleet riittävän luotettavia ja epäonnistuivat nopeasti. Esimerkiksi timantit ja leikkausosa kiinnitettiin teräspohjaan korkean lämpötilan juottamalla. Prosessissa, kun tapahtui suuri kitkavoima, metalli lämmitettiin, juote sulasi ja työosa putosi yksinkertaisesti. Vesijäähdytyksellä sellaiset ympyrät toimivat enemmän tai vähemmän siedettävästi, mutta kuivalla kitkalla niiden voimavara oli pieni.
Tosiasia, että timantti ei leikkaa materiaalia, mutta hioa sen pölyksi, suuriin kitkavoimiin liittyy nopea kuumeneminen - lämmöllä ei ole aikaa poistua ympyrän runkoa pitkin, lisäksi ympyrä on muodoltaan muodoltaan epämuodostunut, kun sitä kuumennetaan. Muodonmuutokset ovat vähäisiä eivätkä uhkaa tuhoamista, mutta niillä on kielteinen vaikutus nivelen lujuuteen.

Sankyo Diamond -insinöörit ehdottivat myös muita ratkaisuja - työosan ja pohjan sintraaminen korkeassa paineessa. Tällainen liitos on kestävämpi ja kestää huomattavasti korkeampia lämpötiloja. Siten oli mahdollista luoda segmentoituneet ja kiinteät levyt, jotka kestävät kuumenemista ja muodonmuutoksia. Teknologiaa käytetään edelleen.
Toinen ratkaisu on laserhitsaus molekyylitasolla. Tämän tekniikan mukaan tuotetaan vain segmentoituja piirejä. Molemmat levyt ovat lujuudeltaan ja luotettavuudeltaan melkein identtisiä, vaikka monet ammattilaiset uskovatkin, että laserilla tehdyt levyt ovat parempia.
Leikkuuteriman terän toimintaperiaate
Suurinta osaa timanttiteristä käytetään kulmahiomakoneissa, joiden nopeus on jopa 12 000 rpm. Suurin kierros, jonka parhaat ympyrät kestävät, on 13 900 rpm, mutta työkaluja, jotka voivat kehittää niitä leikkaamisessa, ei ole liian paljon.
Vain itse timantti on kosketuksissa käsiteltävän pinnan kanssa - se työntyy vanteen pinnan yläpuolelle ja hiertämällä materiaalia hienoksi pölyksi. Leikkuureunan monikerroksinen rakenne varmistaa terän jatkuvan valmiuden työhön - hankaavat tai pistorasiasta lentävät timantit korvataan vanteen alapäässä olevilla timanteilla.
Ylimääräinen lämpö poistuu vetokappaleen läpi, mutta siitä huolimatta se lämpenee riittävän korkeisiin lämpötiloihin, mikä edellyttää tiettyjen kuivaleikkauksen turvallisuussääntöjen noudattamista.
Pyörän pitkäikäisyys ja tehokkuus riippuvat timanttien koosta. Suuret tarjoavat työtehokkuuden, mutta kuluvat nopeasti, pienet leikkaavat erittäin tarkasti, mutta hitaammin, niiden käyttöikä on 25-30% pidempi kuin instrumentin, jolla on suuret kidemuodot.

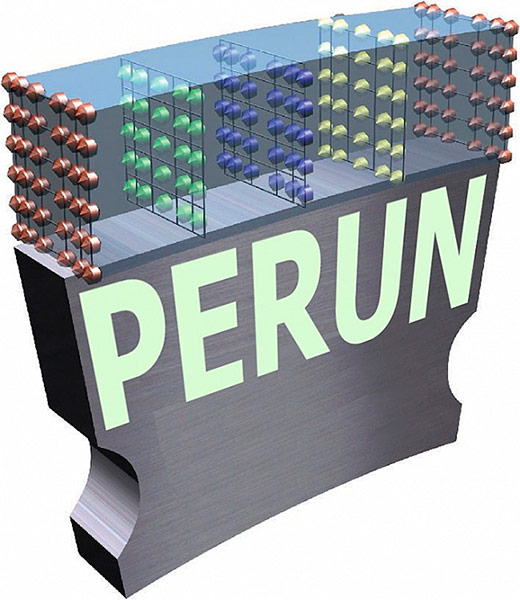
Leikkaus timanttilevyn muotoilu
Rakenteellisesti timanttilevy on teräsympyrä, jossa on leikkausosa ja raot koko alueen alueella, mikä myötävaikuttaa lämmön häviämiseen ja vähentää muodonmuutosjännityksiä.Timantit leikkautuvat koko levyn reunaan. Ne asetetaan vanteeseen nikkelin, sinkin, koboltin ja tinan seoksista. Jopa 80 m / s: n lineaarisella liikkeenopeudella ja suurilla kitkavoimilla kiinnityksen on oltava erittäin kestävä, mikä saavutetaan erityisellä tekniikalla.
Leikkausosan pitämisen raskaassa kuormituksessa voidaan kiinnittää laserhitsauksella, sintrauksella, galvaanisella menetelmällä tai juottamalla. Juotosta käytetään vain vesisuihkuteikkalevyillä.
Timantin kiinnitysmenetelmästä riippuen levyn tarkoitus määritetään. Galvanoidut timantit on suunniteltu toimimaan pehmeiden luonnonkivityyppien kanssa, jotka on jalostettu laserhitsauksella ja sintraamalla, erityisesti segmentoituna - kaikenlaisille kiinteille materiaaleille kuivalla ja "märällä" tavalla.
Reiät ja raot ovat tiukasti symmetrisiä ja timanttien massa on tasapainossa halkaisijaltaan vastakkaisiin suuntiin. Tämä eliminoi levyn tärinän ja “purkautumisen” ja varmistaa tasaisen leikkauksen. Voit käyttää ympyröitä kuivassa leikkaamisessa vain suorien leikkausten tekemiseen - kaarevalla polulla levy voi paitsi menettää timantteja myös romahtaa. Tämäntyyppiset työkalut ovat erittäin herkkiä sivuttaiskuormille.

1. Vaimennuspaikat. 2. Leikkauskerros. 3. Laskuaukko. 4. Teräslevy.
Lajikkeet timanttiterät
Timanttileikkureilla on tiettyjä eroja suunnittelu- ja valmistustekniikassa.
Timanttiterien tyypit rakenteen mukaan
Rakenteen mukaan kuivaleikkurit jaetaan:
- kiinteänä aineena;
- segmentoitu;
- turbo;
- turbosegmentirovannye.
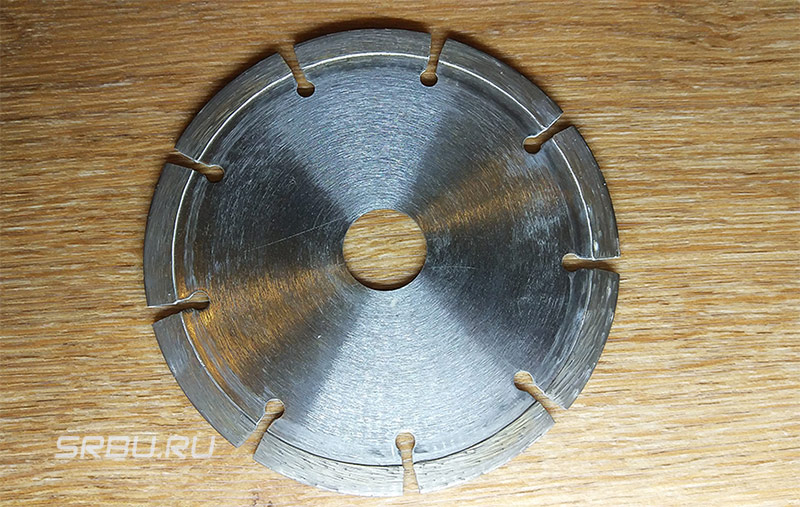
Kiinteät timanttiterät. Varustettu jatkuvalla leikkuuteipillä, joka kulkee ympyrän ympäri, jossa keinotekoiset timantit leikkaavat useita rivejä. Keramiikan ja muiden materiaalien leikkaamiseksi, joissa leikkauksen tarkkuus on pääparametri, renkaat, joissa on kiinteä reuna, ovat parempia.

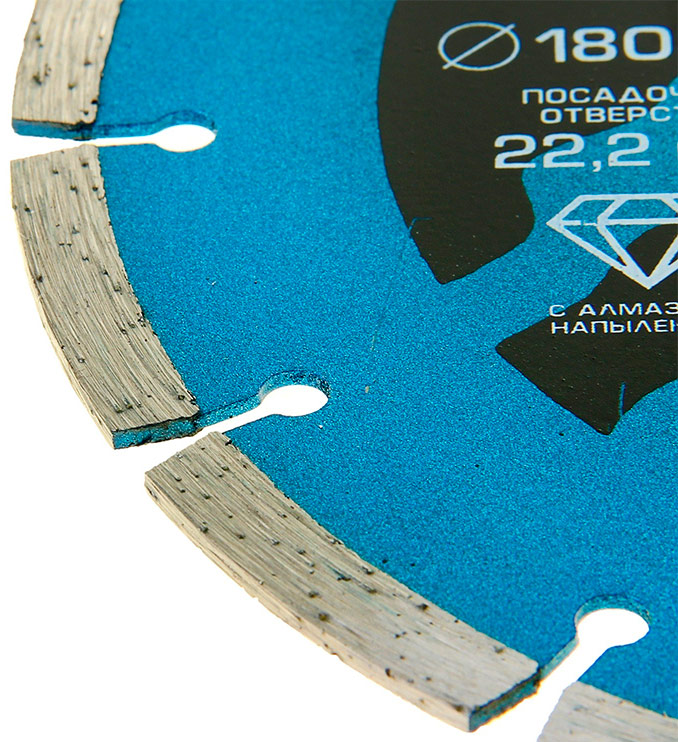
Segmenttiset timanttiterät.Segmentoidut osat jaetaan säteittäisillä leikkauksilla useisiin samankokoisiin työosiin, ne ovat mekaanisten ja lämpökuormitusten kestävämpiä ja niitä käytetään useammin kuin kiinteitä, vaikka ne ovatkin jonkin verran kalliimpia. Ne ovat tuottavampia kuin kiinteät, mutta niiden jälkeinen leikkaus ei ole niin tarkka. Niitä käytetään parhaiten betonirakenteiden karkeaseen leikkaamiseen.

Timanttipyörät turbo.Turbolevyt erottuvat siinä, että vanteen sivuilla on vino (ja ei vain) lovi. Se lisää hieman pyörän mekaanista lujuutta ja lisää merkittävästi lämmön haihtumisen voimakkuutta, mikä mahdollistaa leikkauksen nopeuttamisen 50: stä 100%: iin. Kuten segmentoidut levyt, myös turbot soveltuvat minkä tahansa mineraalimateriaalin nopeaan leikkaamiseen, jolla on laaja kovuusalue - hiekkakivestä betoniin ja graniittiin.

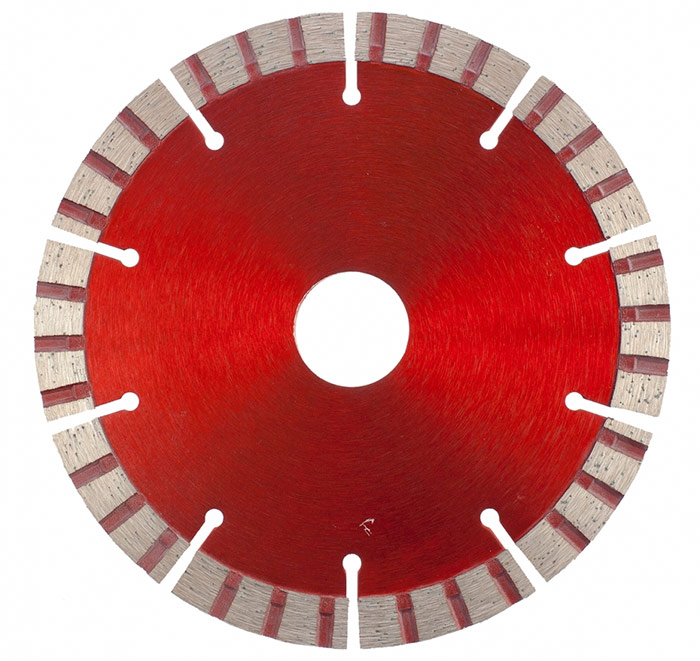
Turbo-segmentoidut timanttiterät.Vielä tuottavampia ovat ympyrät, jotka on jaettu segmentteihin, joissa on ”turbo” -piste. Niille on ominaista korkea suorituskyky ja monipuolisuus.
Timanttien levyn sijainnin ero
Keinotekoiset timantit kiinnitetään työreunaan tietyssä järjestyksessä. On piirejä, joiden jakauma on tasainen, kun sama määrä kiteitä on missä tahansa valituista pituusyksiköistä tai segmenteistä.
Mutta on piirejä, joihin timantteja on sijoitettu tietyn ajanjakson ajan (ns. Voileipä). Ne ovat tuottavampia, tarjoamalla vähemmän työkalua työkalulle, tehokkaamman jäähdytyksen ja tasaisen työn jakamisen.
Timanttiterät kuiva- ja märkäleikkaukseen
Leikkausmenetelmän mukaan timanttiterät jaetaan ympyröihin kuiva- ja märkäleikkausta varten. Edelliset tarjoavat tarkkoja leikkauksia ja ovat toiminnassa "puhtaampia", mutta vaativat pölynimulaitteiden käytön - leikkaamisessa muodostuu erittäin pieniä kiinteiden aineiden hiukkasia, jotka ärsyttävät silmiä ja hengitysteitä. Vesijäähdytteiset pyörät toimivat jatkuvalla nestevirtauksella, joka sitoo ja huuhtelee pölyä, mutta niitä ei aina voida käyttää. Tämä johtuu hydraulijärjestelmän jonkin verran massiivisuudesta ja putoamisen muodostumisesta.
Kuivia leikkuupyöriä voidaan käyttää vesijäähdytetyissä koneissa, mutta märkäleikkurilevyjä ei voi käyttää ilman jäähdytystä - ne ylikuumenevat ja romahtavat nopeasti.
Kuinka valita timanttilevy hiomakoneelle
Timanttilevyä valittaessa on kiinnitettävä huomiota materiaalityyppiin, jolle levy on tarkoitettu, sen kokoon, laskun halkaisijaan ja levyn pyörimisnopeuteen.
Materiaali, jonka kanssa työskennellä
Suurin osa timanttipyöristä on suunniteltu toimimaan ei-metallisten materiaalien kanssa. Yleisimmin niitä käytetään betonin, keramiikan, lasin, tiilen ja asfaltin leikkaamiseen. Mutta on olemassa useita levyjä, jotka on suunniteltu erityisen kovien metallien leikkaamiseen. Kun ostat, sinun tulee muistaa, että erityyppiset timanttiterät on suunniteltu toimimaan eri materiaalien kanssa. On levyjä, jotka on suunniteltu toimimaan betonin, keraamisten laattojen, marmorin, graniitin, hiekkakivi, kivi ja asfaltti kanssa.
Levyn valinnassa on tietty sääntö - pehmeille materiaaleille valitaan ympyrät, joissa on kova timanttinauha, ja koville materiaaleille, joissa on pehmeä. Tämä määräytyy ympyrän reunalla olevien keinotekoisten timanttien kulumisasteen mukaan.
Leikkaamalla kovia materiaaleja, ne kuluvat nopeammin ja seuraavat tulevat paikoiltaan melko pehmeästä leikkuunauhasta. Pehmeillä materiaaleilla puolestaan on vähän vaikutusta timanttiin, sen tulisi pysyä paikoillaan niin kauan kuin mahdollista, mikä antaa kiinteän aineen, jossa mineraali on väliä.
Lisäksi eri piireissä käytetään erilaisia keinotekoisia timantteja.
Kahden tyyppisiä timantteja tuotetaan teollisesti:
- Yksikiteinen, joka edustaa yhtä oikean muodon spatiaalista rakennetta;
- Monikiteinen, koostuu useista pienikokoisista kiteistä, jotka on tiukasti kytketty keskenään.
Ensin mainitut ovat erittäin kestäviä ja niitä käytetään kovien materiaalien ja metallien leikkaamiseen, jälkimmäiset voidaan tuhota joutuessaan kosketuksiin niiden kanssa, joten niitä käytetään halvemmissa työkaluissa, jotka on suunniteltu suhteellisen pehmeille materiaaleille.

Timanttiterien koot
Suurin leikkuusyvyys ja joissain tapauksissa työn nopeus riippuvat levyn koosta. Päähalkaisijat ovat 115, 125, 180 ja 230 mm, mikä vastaa yleisimpien laatujen kulmahiomakoneiden hiomalaikkoja. Myynnissä on myös timanttikiekkoja, joiden halkaisija on vähintään 150, 300 mm. Suuret halkaisijat asennetaan voimakkaisiin leikkuukoneisiin - kaasuleikkureihin, kiinteisiin leikkauskoneisiin jne.
Levyjen yleisimmät kiinnitysreiät voivat olla 22,2 mm tai 25,4 mm. Osta vain levy, jonka koko työkalu on suunniteltu.
Älä koskaan asenna suurta levyä hiomakoneeseen, joka on suunniteltu toimimaan pienemmällä levyllä, kun olet aiemmin poistanut suojakotelon. Tämä on erittäin vaarallista, koska jos tuhoat metallilevyn, voit aiheuttaa vakavia terveysvahinkoja. Jos sinulla on tällaisia ideoita, etsi Internetistä valokuva seurauksista, jotka aiheutuvat timanttilevyn kanssa työskentelystä ilman suojaa. Sinusta tuntuu, että työskentelet ikuisesti ilman suojaa.
Levyn pyörimisnopeus
Myös levyillä ilmoitetaan suurin pyörimisnopeus ja lineaarinen nopeus. Jos työkalusi ominaisuudet ylittävät levyn ominaisuudet, et voi laittaa sitä - keskipakovoimat vain repivät sen.
Prosessissa kohdatut ongelmat ja ratkaisumenetelmät
1. Kuten jo mainittiin, timanttiterät on suunniteltu yksinomaan suoriin leikkauksiin. Leikkuunopeus ja syöttövoima on säädettävä siten, että työalue ei ylikuumene. Ylälämpötilassa yli 700 ° C 0Keinotekoisilla timanteilla ne grafiitoidaan ja menettävät merkittävän prosentuaalisen lujuuden.
Voit lisätä levyresursseja yksinkertaisella tavalla - poista se ajoittain leikkauksesta sammuttamatta kulmahiomakoneen moottoria. Tuleva ilmavirta jäähdyttää kiekon ja vähentää lämpörasitusta keskusosan ja työalueen välillä.
Toinen tapa pidentää levyn käyttöikää on olla leikkaamatta liian syvälle yhdellä kierroksella. On parempi kävellä peräkkäin yhtä rataa pitkin useita kertoja.Tämä pidentää käyttöaikaa hieman, mutta työkalun käyttöikä tulee kaksinkertaiseksi.

2. Yksi työssä esiintyvistä pääongelmista on työalueen nopea kuluminen. Ensinnäkin tämä johtuu väärästä työkalun valinnasta, liian suuresta syöttö (puristimen) nopeudesta tai kulmahiomakoneen kunnosta. Jos pahoinpitely tapahtuu siinä, levyn käyttöikä lyhenee huomattavasti. Joissakin tapauksissa erityisen suurilla värähtely amplitudilla se voidaan tuhota, mikä on erittäin vaarallista.
Jos terän puoli kuluu leikkuureunan alapuolella, se tarkoittaa, että syöttöä on rikottu tai on tapahtunut käyttövika, joka luo sivusuunan.
3. Kun segmentit tylsistyvät, levy on vaihdettava - se ei sovellu tähän materiaaliin. Jos levy on valittu oikein, mutta silti on sellainen kuva - levyä on tarpeen jäähdyttää useammin. Se ylikuumenee liian suuren kuormituksen takia. Samat syyt aiheuttavat levyn pohjan värimuutoksen - teräsympyrässä näkyy sinertävä sävy.
4. Jos levyyn tulee halkeamia, vaihda se välittömästi. Levy halkeilee, jos materiaalia ei noudateta tai jos työ on liian intensiivistä. Usein nämä viat ilmestyvät leikkauksen tukkeutumisen tai vääristymisen jälkeen käytön aikana. Ongelmien välttämiseksi tarkista levy ennen käyttöä ja ajoittain käytön aikana pysäyttämällä työkalu.
5. Timanttikiekon kanssa ei saa työskennellä, jos kulmahiomakone tai muu työkalu on viallinen - sivusuunnassa ja radiaalisesti käydään, pyörii epätasaisesti, pyörimisnopeus tapahtuu hallitsemattomasti. Tällöin työkalu on palautettava korjattavaksi tai ostettava uusi.
Timanttiterän käyttöiän pidentämiseksi sinun on noudatettava useita yksinkertaisia sääntöjä:
- käytä halkaisijaltaan suuria ympyröitä, mikä vähentää kiteiden kuormitusta;
- Kulmahiomakone tai muu työkalu on valittava mahdollisimman tehokkaasti, mikä varmistaa kierrosten vakauden;
- valitse oikea levy materiaalin mukaan;
- Älä ylitä sallittua nopeutta.
Timanttiterien kanssa työskenneltäessä on käytettävä hanskoja, suojalaseja ja hengityssuojaimia.


