Characteristics, properties and applications of plywood
Plywood is a composite material made from wood. These are sheets formed by gluing several thin layers of wood - veneer. Fibers of adjacent layers are located at an angle to each other, usually perpendicularly. Due to this, the high strength characteristics of plywood and its stability during moisture fluctuations are combined with large sheet sizes, which is practically unattainable for solid wood.

Content:
How to make plywood
Production consists of several stages:
- Initially, the logs selected for production are soaked in warm water to provide the wood with the softness necessary for processing.
- From prepared churaks of a certain size, veneer is obtained, which is then leveled and dried.
- The veneer is sorted, defects are eliminated in it and sheets of a certain size are formed from it.
- Veneer sheets are assembled in a specific order and glued together with glue.
- After drying the resulting packages, their edges are cut to the required format, and the front surfaces are ground and, if necessary, coated with a decorative layer.
Getting veneer for plywood
To obtain veneers using different methods. Most often, circular peeling is used: the prepared churk rotates around the longitudinal axis, and a special knife removes a thin layer from it.
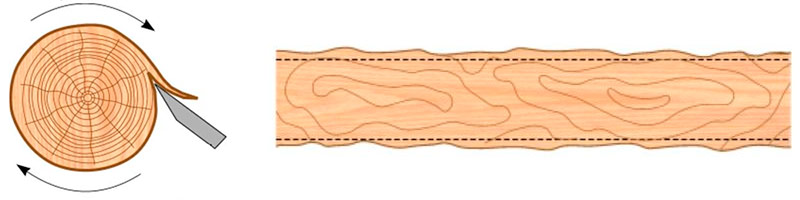
The removed layer of wood unfolds into a tape, cut into sheets and sent for further processing.

In some cases, peeling with an eccentric rotation of the workpiece is used. This gives a more interesting periodic pattern due to the knife crossing the annual layers.
Less commonly used planing is planing, which allows you to obtain a veneer with a given character pattern, depending on the direction of processing. There are tangential and radial veneers. They differ in the location of the processing plane with respect to the radius of the log and the type of pattern that forms the wood structure. For the production of veneer, this method selects high-quality wood that does not have defects.
For special cases, veneer is produced by sawing. This method does not require special preparation of wood and allows you to get a natural pattern with a natural color.
Troubleshooting and sheet formation
The resulting veneer contains various defects inherited from wood. In addition, there may be damage due to the production process itself. In addition, the primary material does not always correspond to the required sheet format. To bring the veneer to the required parameters, its additional processing is carried out.
First of all, the selection and rejection of material. Unsuitable sheets or parts thereof, loosely bound or rotten, are removed and suitable for further steps are selected. Rotten, loose and low-quality areas are cut out. Then the individual parts are cut along the edges and glued into sheets of the desired size. If necessary, knots are removed and patches are inserted in their place. Spread cracks are repaired in the same way.

Gluing
Adhesive bags are formed from prepared and dried veneer sheets. Usually they include an odd number of layers. The central layer is laid by the structure in the transverse direction, each next one is at right angles to the previous one. The direction of the outer layers on both sides coincides and is considered longitudinal.
There is plywood with an even number of layers. In this case, the two central layers have the same direction of structure. All layers, as a rule, have the same thickness. But GOST specifically states the requirement that the layers be symmetrical with respect to the central one.
The veneer is glued using a press and high temperature. The press provides uniformity and minimal thickness of the adhesive layers, and heating is necessary to cure the resin. After gluing, the sheets are aged in packages for uniform cooling and equalization of internal stresses and humidity.

Pruning
Glued plates are cut at the edges on special machines. This operation gives straight ends and provides an accurate sheet format.
Stamps and grades of plywood
Plywood is divided into types, brands and varieties according to several parameters:
- the type of wood that goes into the veneer;
- type of glue used for veneer gluing, special impregnation and other production features that determine the basic qualities of the material;
- the quality of the front layers and the use of special coatings.
By type of wood, plywood is divided into deciduous and coniferous. There are even two separate standards for them: GOST-3916.1-96 and GOST-3916.2-96. Plywood can be made from the same type of veneer, as well as with their combination. Its appearance is determined by the appearance of the wood of the outer layers.
Stamps
There are several brands of plywood that differ in their properties.
1. FSF - plywood glued with phenol-formaldehyde resin. Durable and fairly resistant to moisture. Most often used in construction.

2. FC - veneer layers are glued with carbamide glue. The material has a slightly lower moisture resistance than FSF. As a rule, the production is easier to ensure environmental safety. It is used for the manufacture of furniture, containers, for interior decoration, structures used in dry rooms.

3. Fb - a family of bakelized plywood with different options for gluing and impregnating veneer with bakelite resins. The use of bakelite resin gives the plates surface hardness, increases the tensile strength by bending by 2–4 times, and increases the moisture resistance by 50–70%.

Particularly high strength and moisture resistance is possessed by FBS plywood, fully manufactured using alcohol-soluble bakelite resin. It withstands even contact with seawater. From it, floorboards, cans and transoms for inflatable boats, parts of the hull set of small vessels are made.
The brand of FBV differs in that a water-soluble resin is used for bonding. Because of this, the FBV is approximately 16% less moisture resistant than the FBS.
In addition to these two, there are additional brands, with various combinations of alcohol-soluble and water-soluble resins: FBS-1, FBV-1, FBS-1A.
For veneered plywood of the FBS and FBV grades, an veneer of at least grade II is used on the outer layer; for plywood with a combination of resins of different types (FBS-1, FBV-1, FBS-1A), veneer of at least grade III is used. Technical specifications are described in detail in GOST 11539-2014.
4. FBA - the only brand of all-natural plywood. In it, veneer is glued with albumin or casein glue. This material is completely environmentally friendly, but not moisture resistant.

Varieties
The grade of plywood is determined by the quality of its surface. Wood is a heterogeneous material in which knots, caverns, cracks, rot can occur. When peeling, these defects pass into the veneer. Their removal was mentioned above in the section on production.
GOST defines an extensive list of all permissible defects: both natural for wood and specific blemishes of production. It stipulates the permissibility of defects of each type for each grade of material, their limit sizes and the amount per sheet or per unit area.
For hardwood and coniferous species, the requirements are somewhat different, therefore, the varieties of coniferous plywood have the designation “x”. Below, in a somewhat simplified form, acceptable defects for hardwood and coniferous species are listed.
Elite variety E.
- On the surface of the sheets of grade E no visible defects are allowed.
- Up to 3 pieces of knots can be used on Ex coniferous plywood2.
- For leafy, single minor changes in the structure of wood are permissible.

Grade 1.
- knots, including dropouts and holes from them;
- closed cracks (for 1x - diverged cracks up to 250x3 mm in size);
- light germination - traces of overgrown mechanical damage to wood;
- healthy color change;
- gaps in the veneer of the inner layers up to 2 mm wide, edge defects;
- repair inserts for closing knots.

Grade 2.
- knots and wormholes;
- closed and open cracks;
- light and dark sprouts;
- pitching and tar pockets;
- overlap veneer of the outer layer;
- scratches and dents;
- veneer inserts for closing knots and spaces;
- adhesive tape or adhesive leakage.

Grade 3
The surface of grade 3 plywood may contain all types of defects listed for grade 2. The difference in their quantity and size. We list some of them.
- The permissible length of overlaps for coniferous species is increased from 200 to 400 mm, and their number is from 3 to 5 pieces. Similar changes exist for hardwood.
- Cracks length increased from 300–400 mm to 600, and their width - from 2 to 5 mm, and for grade 3x - up to 10.
- The restriction on the length of closed cracks has been removed;
- For conifers, the limit on the number of knots has been lifted and their size has been increased to 70 mm, and for hardwood knots with cracks are allowed.

Grade 4
For grade 4 plywood, most restrictions have been removed. Only the maximum dimensions of extensive defects are regulated, such as knots (up to 100 mm), open cracks (up to 15 mm), width of edge defects (up to 15 mm), and others. This grade is a technical material with minimal requirements on the outer layers so that it retains the required mechanical properties.

Additional quality requirements.
For each grade of plywood, there is a requirement for the number of types of defects simultaneously present on the sheet. For example, if in addition to knots there are cracks, laps and sprouts, the grade of such material cannot be higher than 2 or 1x.
| Grade | Number of types of defects | |
| Deciduous | Coniferous | |
| E (Elite) | 0 | 0 |
| 1 | 3 | 6 |
| 2 | 6 | 9 |
| 3 | 9 | 12 |
| 4 | No limit | No limit |
For grade 4, any defects are allowed in any quantity, with the exception of rot, but with the restriction of their size in accordance with GOST table No. 3.
The quality of two different sheet surfaces may not match. In this case, the variety is designated for each of them, through a slash. For example, plywood grade 1/2, grade 2/2, grade 2/4, grade 4/4, and so on.
Types of plywood face
Plywood is distinguished by the degree and method of processing its surface:
- unpolished (NS);
- polished on one side (Ш1);
- with double-sided grinding (Ш2)
Grinding gives the material smoothness, and makes it ready for a fine finish, which is convenient for finishing work or in the manufacture of furniture. One or both sides of the sheet is sanded.
The surface of the plywood can be covered with a layered paper-resin coating based on phenol-formaldehyde resin. This coating gives the surface hardness and wear resistance. Laminated plywood is used in furniture production, for finishing work, as a material for creating various designs, for the manufacture of reusable formwork.
Plywood marking
The main parameters of plywood are indicated in the designation by which it is marked. Standard labeling contains:
- name of material;
- the rock from which the veneer of the outer layers is made;
- brand;
- variety;
- emission class;
- indication of surface grinding;
- sheet format;
- indication of the standard.
For example: “Plywood FSF 2/4 E1 Sh1 1525x1525x6.5 GOST 3916.2-96” is a designation of FSF pine plywood with surfaces of grades 2 and 4, the first emission class, with one-sided grinding, 6.5 mm thick, dimensions 1525x1525 mm, made in accordance with GOST 3916.2-96.
For laminated plywood, the brand of the film is additionally indicated. Labeling baked plywood is easier. It includes only the name, brand, size and indication of the standard.
For example: "Plywood FBS 1500x1250x5 GOST 11539-2014."
Plywood Specifications
The strength and density of plywood
The strength of plywood depends on the characteristics of the source wood and the bonding strength. Strength is indirectly indicated by the density of the material.As a rule, the density of plywood ranges from 550-750 kg / m3that is, approximately corresponds to the density of wood or slightly exceeds it due to the higher density of the resin, which veneer is fastened together.
GOST for ordinary plywood provides different density levels - from 300 to 1000 kg. Low specific gravity is possible when using light wood and "loose" veneer. Weighting is due to the use of denser resins and other features of the manufacture of a particular type of material. For example, bakelized plywood can have a density of up to 1200 kg / m3. It differs in the greatest durability.
The main, most important indicators of the strength of plywood are the ultimate tensile strength in bending, the fastener holding strength. The bending strength of FSF and FC grades of plywood is about 3-4 times lower than that of solid wood. The FBS and FBV brands are superior in strength to the original wood. The pull-out resistance of the screws is quite high due to the pronounced layered structure (when installed in the reservoir) and reaches 6-8 kg per millimeter of fastener length.
Environmental friendliness
The environmental properties of plywood are characterized by its emission class. The best brand in this regard is FBA. There are no synthetic materials at all.
All other brands of plywood to one degree or another are sources of volatile formaldehyde. For use in residential premises, materials with emission class E1 and lower should be selected. It is interesting that only class E1 is provided for in GOST for laminated plywood.
Biological resistance
Plywood is not immune to rot, blue (for conifers), and mold. However, the resistance of plywood to biological and damage is higher than that of ordinary wood. This is due to the fact that the veneer is in direct contact with phenolic or urea resins, which partially serve as an antiseptic. Coniferous veneer has a higher resistance due to the characteristics of wood. Bakelized plywood has the highest resistance.
In any case, you should take into account the operating conditions of the material and choose the suitable one for them or conduct additional antiseptic treatment.
Flammability
Plywood is a highly combustible material. This must be taken into account when applying it. It is possible to increase the fire resistance of structures and products made of it by special processing. There is a special, hard-burning grade of plywood - FSF-TV.
Moisture resistance
The moisture resistance of the most popular varieties of FSF and FC demonstrates a test for the delamination of the sheet, which is carried out after strong wetting. Before testing, FC plywood is soaked in water for 24 hours, the FSF brand is boiled for one hour, and, as agreed with the customer, for 6 hours. The FBS and FBV brands are also boiled for one hour.
After water treatment and drying, the breaking strength on the adhesive layer for different grades is:
- FC and FSF - from 2 to 10 kgf / cm2 (0.2-1 MPa);
- FBV - 14.7 kg / cm2;
- FBS - 17.6 kg / cm2.
FBS brand is suitable for tropical climate and other difficult conditions.
Insulating properties
Plywood can be used as part of external walling. With this application, its insulating qualities are taken into account.
Permeability to moisture.
Any plywood is capable of absorbing water, and therefore is permeable to moisture. However, the moisture permeability of the material is capillary in nature and depends on the type of impregnation. In any case, when one side is moistened, moisture will penetrate to the opposite side and can be transferred to adjacent layers of the building envelope.
Thermal conductivity.
The thermal conductivity of plywood depends on its density and can range from 0.09 to 0.25 W / (m ∙ K). For the most used grades, the thermal conductivity of the material is close to wood.
Vapor permeability.
Permeability to water vapor is an important parameter that is taken into account when calculating multilayer structures enclosing rooms with an artificial microclimate.
The vapor permeability of plywood is about three times lower than the permeability of wood in the direction across the fibers, and five times lower than the permeability of masonry.In some cases, this property can be used for vapor barrier of walls from the inside, and it must be taken into account when using plywood for external cladding.
Application features
When using plywood, some of its features should be considered.
Having flat parts in three mutually perpendicular planes, it is easy to achieve high strength products. The main thing is to correctly distribute the existing loads and ensure the reliability of the fasteners.
Nails are very difficult to enter the sheet, and practically do not hold at the end. You can use nails only as pins - hammering into a pre-drilled hole. They are used under “shear” loads and relatively weakly resist pulling.
Self-tapping screws and screws screwed into the face very well resist pulling. But almost always to install them you need preliminary drilling.
When sawing plywood, it is necessary to take into account the ease with which surface chips and veneer breaks occur during this operation. To obtain a clean cut, you need to use fine-tooth saws, high-speed sawing machines with a milling cutter, and when working with a hand tool, leave a margin for finishing by grinding. For grinding, you need to use a belt grinder with the direction of movement of the tape along the edge.
The main scope of plywood is construction. It is used for cladding frame structures and cladding, as a basis for roofing or flooring.

Depending on the brand, this material is used in the manufacture of containers and furniture, in shipbuilding and car building. From it are made flooring for cargo and movable formwork for concrete work.








