Как да изберем заваръчно полуавтоматично устройство за къщата и гаража: преглед на всички параметри и видове оборудване
Диапазонът на разходите на полуавтоматични устройства за заваряване е 6000-200000 рубли. За да разберете кое заваръчно полуавтоматично устройство е по-добре да закупите, трябва да знаете основните му параметри, тяхното влияние върху удобството на извършената работа и качеството на шева. Това ще ви помогне да изберете правилния модел за конкретни задачи и да не дадете много пари за неизползван потенциал.

Съдържание:
- Устройството и принципът на работа на заваръчното полуавтоматично устройство
- Как да изберем правилния тип заваръчно полуавтоматично устройство
- Избор на подаване на тел
- Дясният защитен газ
- Важни параметри при избора на заваръчно полуавтоматично устройство
- Какви дизайнерски характеристики са важни
- Изборът на заваръчно полуавтоматично устройство в зависимост от предвидените задачи
Устройството и принципът на работа на заваръчното полуавтоматично устройство
Полуавтоматичните машини за заваряване превъзхождат другите заваръчни машини поради високата си производителност. За разлика от други устройства, полуавтоматичните устройства имат интегриран блок за подаване на тел, който служи като материал за пълнене и в същото време като един от контактите за запалване на дъгата.
Поради това е възможно да се създават непрекъснати шевове с дължина 2-4 m в различни пространствени позиции. Това е удобно и за манипулиране на факела с цел образуване на шев, тъй като няма изгарящ електрод, дължината на който трябва постоянно да се компенсира чрез приближаване на крайната му страна към заваръчния басейн.
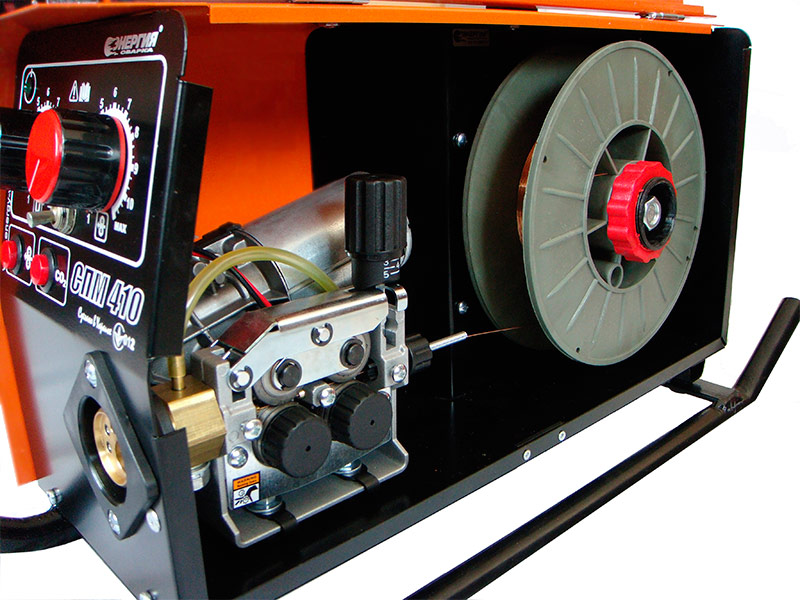
Полуавтоматичното устройство включва следните части и възли:

1. Редуктор.
2. Инертна газова бутилка.
3. Макара за пълнене на тел
4. Механизмът за подаване.
5. Горелка с контактни елементи и контролен ключ.
6. Арматурното табло.
7. Източник на захранване
8. Втулка на горелката с кабелен канал, захранващи проводници, вътрешен газов маркуч.
9. Заземен кабел със скоба.
Външният вид и разположението на елементите на заваръчното полуавтоматично устройство се различава в зависимост от класа на устройството.
Принципът на работа на заваръчното полуавтоматично устройство е да се получи напрежение 220 или 380 V от мрежата и да се намали волта до 30-90 V. В същото време източникът на ток увеличава броя на ампери до 120-500 A, което улеснява стопяването на дъгова стомана, чугун, алуминий и неръждаема стомана. За разлика от топящите се електроди, този метод не оставя шлака на повърхността на шева. Ако връзката е направена правилно, не се изисква последваща обработка, продуктът се оставя да се боядисва след охлаждане.
За извършването на този процес са включени електрическите, механичните и газовите части на оборудването. Заварчикът държи факла с мундщук и дюза. В него механиката с електродвигател захранва заваръчната тел. Скоростта на последното се регулира в зависимост от диаметъра на добавката, силата на тока и необходимата дебелина на шева. Чрез проводниците към мундщука на напрежението на горелката се прилага, преминавайки към жицата.
Вторият контакт е свързан към продукта чрез масов кабел със скоба. Когато заварчикът натисне бутона на факела, жицата се простира напред, докосва повърхността на частта, която ще бъде заварена, и възбужда електрическа дъга, като разтопява самата жица и ръбовете на съединението. За да създадете шев, горелката трябва да се задвижва плавно или с колебателни движения.
Газовата част защитава разтопения метал на заварения басейн от взаимодействие със заобикалящия го въздух. Когато се натисне бутон на горелката, газовият клапан автоматично освобождава инертна субстанция. Дюзата на факела има тръбна форма, осигуряваща равномерно подслон на заваръчната зона. В противен случай въглеродът ще се разкъса от разтопения метал и шевът ще бъде порест и херметичен.
Можете да научите повече за принципите на работа с полуавтоматични заваръчни машини от видеото:
Как да изберем правилния тип заваръчно полуавтоматично устройство
Когато решавате коя полуавтоматична машина за заваряване да изберете да извършва работа у дома или за малка работилница в личен гараж, трябва да вземете предвид видовете оборудване. Той е разделен на три групи по предназначение и може да съдържа вътре в един от няколко източника на ток, което влияе върху лекотата на поддръжка и лекотата на използване.
Домакински, полупрофесионални и професионални модели
Домакински заваръчни полуавтоматични устройства.
Те имат малко тегло до 10 кг, сила на тока 120-160 А, мощност 3-5 кВт. По правило това са прости устройства с минимални настройки, свързани към мрежа с напрежение 220 V. Поради ниската сила на тока те са в състояние да заваряват недебел метал с напречно сечение до 3-5 мм. Продължителността им на включване не надвишава 30%, което им позволява да работят 3 минути от десет. Останалото време ще бъде необходимо за охлаждане на ключовите компоненти, в противен случай това ще доведе до прегряване. Единицата е избрана за малки задачи: производство на порта, ремонт на ограда, създаване на оранжерия за лични нужди.


+ Плюсове на домашни полуавтоматични устройства
- разумна цена;
- за начинаещ е лесно да разбере функциите (регулиране на силата на тока и скоростта на подаване на проводника);
- компактност;
- прост ремонт и евтини части;
- лесно транспортиране;
- изискват минимална поддръжка.

- Минуси от домашни полуавтоматични устройства
- ниска мощност, която ограничава дебелината на заварените страни;
- къса жица и кабел;
- лошо оборудване;
- способността да се готви само с тънка тел;
- ниско PV от 30% (продължителност на включването).
Полупрофесионални полуавтоматични устройства за заваряване.
Те представляват средната категория на заваръчно оборудване с сила на тока 180-250 А. Мощността им варира от 6-8 кВт. PV от 35 до 50% ви позволява да ги използвате с малки прекъсвания за производството на врати, контейнери и различни дизайни у дома. Дебелината на проникването на метала достига 10 мм. Устройствата могат да имат прост интерфейс или да съдържат вече разширени настройки за моделиране на заваръчно напрежение.

+ Плюсове на полупрофесионалните полуавтоматични устройства
- възможността да работите 3-5 часа всеки ден;
- повишено качество на изграждане;
- оборудване с кабели с дължина до 3 м;
- подобрена степен на защита на тялото и таблото;
- дълъг експлоатационен живот;
- по-фини настройки на режим.
- Минус полуавтоматични полуавтоматични устройства
- по-висока цена;
- тегло 10-20 кг, усложнява транспортирането;
- скъпи ремонти и компоненти.
Професионални заваръчни полуавтоматични устройства.
Това са устройства в голям калъф, които се инсталират постоянно или върху количка с ролки. Там е фиксиран и газов цилиндър, което улеснява транспорта. Моделите произвеждат до 300-500 A, което ви позволява да готвите метали с дебелина 20 mm или повече, но това изисква трифазен вход от 380 V. Те са избрани за производство с постоянна заетост поради PV от 60%.

+ Плюсове на професионалните полуавтоматични устройства
- висока мощност 11-25 kW;
- лесно запалване на дъгата поради празен ход 80-90 V;
- Можете да готвите 7-10 часа всеки ден;
- много функции за регулиране на заваръчния ток за по-добро качество на заваряването;
- универсални, тъй като позволяват инсталирането на тел от различни диаметри и материали;
- оборудвани с дълги кабели.
- Минуси от професионални полуавтоматични устройства
- голямо тегло, което се отразява на удобството при транспортиране;
- висока първоначална цена и цени за ремонт;
ограничена свързаност (само там, където има 380 V).
Определя се със заваръчно полуавтоматично устройство в зависимост от източника на захранване
В допълнение към категориите заваръчно оборудване, то е разделено и по вид източник на захранване, което има пряко влияние върху качеството на заваряването и възможността за полагане. Предлагат се три вида захранване за избор.
Трансформатори.
Поради големите размери на намотките (първични и вторични) размерите на полуавтоматичното тяло са големи. Това се отразява на масата на устройството. Но за поддръжка такива модели са най-непретенциозните. Те също са евтини за ремонт.Тъй като такива устройства имат минимум части, те се разрушават по-рядко и работата е разрешена при най-тежки условия (студ, топлина, често транспортиране, прах).
Заваряването се извършва на променлив ток, следователно шевовете са изразени люспести, може да има приток. Има голям дял от метални пръски. Текущата настройка е поетапна, груба. Такива устройства са подходящи за нисковъглеродни стомани или алуминий (при условие че е монтирана подходящата жица).
Токоизправители.
Това оборудване е подобно по дизайн, но в допълнение към трансформатора, вътре има и диоден мост, който изправя променливо ниско напрежение. DC заваряването отваря възможността за присъединяване на неръждаеми стомани, чугун или по-добри заварки върху обикновен „черен“ метал.
Дъгата им гори по-стабилно, а спреят е много по-малък. Но с оглед на още по-големия брой възли в ремонта, те са по-сложни. А масата на полуавтоматичните устройства е по-голяма, което усложнява транспортирането.
Инвертор.
Най-модерните източници на заваръчен ток, увеличавайки честотата му десетки пъти и след това се превръща в постоянна. Подобна схема осигурява компактни размери на оборудването, ниска консумация на напрежение от мрежата и широки възможности за заваряване на материали (неръждаема стомана, чугун, въглеродни метали, алуминий). Шевът от тях лежи плосък, почти няма спрей. Можете да регулирате напрежението плавно и това намалява изгарянето.
Поради големия брой електроника и вътрешни части, такова оборудване изисква по-внимателно боравене, чувствително към студ и прах. Той е най-скъпият за ремонт. Ако в мрежата се появят пренапрежения на напрежението, това се отразява на качеството на заваряване.
Избор на подаване на тел
Изборът на полуавтоматична заваръчна машина е свързан с това колко далеч от изхода ще е необходимо да се заварява и колко големи са конструкциите, които ще бъдат произведени. Това се влияе не само от дължината на захранващия кабел, но и от втулката на горелката. Видът на механизма за подаване на тел често зависи от последния.
Има три опции за подаване на тел:
1. тласък - има ролки в тялото на апарата, като натиска жицата в кабелния канал. Обикновено дължината на втулката не надвишава 5 м, тъй като жицата може да се забие в завои, което прекъсва заваряването.
2. дърпане - предполага наличието на дърпащ механизъм в самата горелка. Това позволява използването на по-дълги ръкави, но прави горелката по-тежка, което е неудобно за работа на височина или лицеви шевове.

3. комбиниран - имат и двата вида по-горе. Дължината на кабелния канал може да достигне 10 м, което е удобно за бърза смяна на работното място на големи конструкции (покривни ферми, дълга оранжерия).
В допълнение, механизмът за захранване на бутащата тел може да бъде в един корпус с източник на енергия или в отделен. Първата версия дава по-компактни размери на оборудването, но ако дължината на втулката не е достатъчна, ще трябва да преместите цялата инсталация. С оглед на това вграденият тип захранващ механизъм е удобен само за стационарно място за заваряване в гаража, където се извършва работа с малки части (контейнер, барбекю, калитка).

Плъзгащ механизъм в корпус с източник на захранване.
За по-голяма маневреност (заваряване на оградата, оранжерията, тръбите) е по-добре да изберете полуавтоматично устройство с отделен корпус на източника на захранване и захранващия механизъм. Подобна схема позволява използването на оборудване по стационарен начин, като частите се поставят една върху друга, и ако е необходимо, вземете намотка с жица и задвижване (тегло до 6 кг) и я приближете до мястото на заваряване. Случаите са свързани помежду си чрез жив кабел. Газът е свързан директно към втория блок на горелката. На калъфа има дръжка за носене.

Механизмът за натискане е отделен от корпуса на захранването.
Дясният защитен газ
За да готвите успешно полуавтоматично, трябва да изберете не само добър апарат, но и защитен газ. Този метод на заваряване се нарича MIG / MAG, тъй като включва използването на инертни или активни смеси.Веществото се доставя от цилиндър с редуктор през маркучи към устройството. Когато се натисне бутона на горелката, клапанът отваря канала и газът изтича от дюзата. Издухването на заваръчния басейн го изолира от въздействието върху течния метал на околния въздух.
За полуавтоматичните машини има няколко вида газ, които се избират в зависимост от производствените задачи:
- Въглероден диоксид. Най-евтината. Може да бъде в цилиндри с различна вместимост. Но ниската цена се отразява на качеството на шева - той се получава с груби люспи, металните пръски летят много силно по време на заваряване, чува се напукване. Този тип газ е подходящ за тънки плочи 0,8-1,2 мм и неотговарящи на фуги. Подходящ за заваряване на черни метали.
- Смес от аргон и въглероден диоксид. Такива състави се получават в съотношение 80% / 20% (аргон / въглероден диоксид) и се наричат MIX. Те струват повече, но осигуряват мека дъга, минимум метален спрей, гладък фино люспест шев. Съединението не изисква почти никаква обработка. Тази опция е избрана за заваряване на въглеродна стомана и неръждаема стомана.
- Чист аргон. Най-скъпият вид газ за полуавтоматично устройство. Подходящ за легирани стомани, алуминий, титан и мед (при условие че е монтирана тел, подобен на тези материали).
Полуавтоматичното устройство може да работи без газ. За това се купува специална жица с флюс, която има тръбна форма. Вътре в него се подава поток, който се топи под действието на дъга и защитава заварения басейн с неговите пари. След заваряване се изисква плака и отстраняване на кора от заваръчната повърхност. Въпреки че тази технология значително опростява заваряването на трудно достъпни места, цената на такава жица е толкова висока, че не е печеливша за битовите условия (по-евтино е да закупите цилиндър и скоростна кутия).

Важни параметри при избора на заваръчно полуавтоматично устройство
След като научихме видовете устройства и възможностите за работа с газове, ще преминем към ключови параметри. За да разберете какъв вид заваръчно полуавтоматично устройство е по-добре да закупите за гараж или домашна работилница, струва си да разберете четири характеристики, които влияят върху възможностите за заваряване.
Диаметър на проводника и заваръчен ток
Избирайки заваръчно полуавтоматично устройство, трябва да започнете от дебелината на заварения метал. За авточасти на каросерията или ремонт на корпусите на електрическото оборудване са необходими малка сила на тока и малък диаметър на проводника, за да се избегнат изгаряния. Ако изберете апарат с ниска мощност, той няма да разтопи страните, а само да постави разтопения метал отгоре, който няма да има сила на задържане. С мощно полуавтоматично устройство, но с малък диаметър на проводника, последният ще се стопи, преди да достигне свързаните части.
Ето примерна таблица за избор на режим на заваряване от полуавтоматично устройство:
| Дебелина на метала mm | Диаметър на проводника, мм | Сила на тока, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Ето защо, ако заваряване на контейнери и листова стомана с дебелина до 2 мм е приоритет, е достатъчен най-простият модел със сила на тока 150 А и намотка с тел с диаметър 0,8 мм. Но да сварите канала с такова полуавтоматично устройство вече не е възможно. Ако в бъдеще е необходимо да се готвят метали с различна дебелина, тогава е по-добре да изберете модел с голям диапазон и възможност за инсталиране на тел с различен диаметър.
В допълнение към ампери е важно и напрежението без натоварване, което се поддържа на части под напрежение по време на липсата на дъга. Този индикатор е в диапазона 30-90 V. Колкото по-висока е стойността, толкова по-лесно се възбужда дъгата, когато жицата влиза в контакт с масата. Ако често се налага да работите в гараж с ръждиви части, тогава трябва да изберете полуавтоматично устройство с празен ход 80-90 V. Ако заваряването се извършва само върху почистени повърхности или нов метал, тогава е достатъчен модел с характеристики 30-50 V.
Главно напрежение
При избора на полуавтоматично устройство е важно да се вземат предвид мрежовите параметри. Домакинските модели за 220 V могат да бъдат свързани с мощен носач и да се готвят в двора на къщата или гаража. Но те са ограничени от границата на тока от 250 А. За да се проведе заваряване при по-висок ток, е необходим трифазен вход.Ако в гаража има такава възможност за връзка, тогава си струва да поръчате полуавтоматично устройство за 380 V, което ще разшири възможностите му. Комбинираният тип, способен да превключва и работи както от 220, така и от 380 V, е оправдан само в случай на полеви дейности, когато често е необходимо да се променя работното място, а бъдещите мрежови параметри не са известни.
Но за частна къща и вила също си струва да се обмисли възможността за готвене при понижено напрежение. Когато токът спадне от 220 до 190 V и по-долу, някои устройства просто не се „дърпат“, дъгата едва изгаря, а металът в заварения басейн вместо течност е подобен на глината. След това трябва да обърнете внимание на модели с диапазон на входното напрежение 140-230 или 170-230 V.
Консумирана мощност
Консумацията на енергия влияе на производителността и натоварването на мрежата. За битови нужди е по-добре да изберете полуавтоматични машини с мощност 3-4 кВт. Това ще помогне да не изгорите изхода от прегряване, машината няма да избие и индикаторът е достатъчен, за да заври ламарина или ъгъл с дебелина до 3 мм.
Ако гаражът предвижда малко производство на врати и порти, тогава имате нужда от по-мощна машина и окабеляване. След това можете да изберете единица с мощност 5-6 кВт, разширявайки възможностите за заваряване. За частни работилници използвайте оборудване от 7 kW.
Като се има предвид индикаторът за мощност, струва си да се помни, че работната му стойност е малко по-ниска от консумираната. Първоначално трябва да осигурите марж от 20%, но ако къщата има чести прекъсвания на мрежата, тогава този марж трябва да бъде още по-голям.
Какви дизайнерски характеристики са важни
В допълнение към текущите параметри, все още трябва да знаете видовете конструкции на отделните елементи на оборудването, които влияят на използваемостта и цената на стоките. Нека помислим как да изберем заваръчно полуавтоматично устройство, като вземем предвид характеристиките на факела, кабелния канал, интерфейса и допълнителните функции.
Вид и дължина на заваръчна горелка за полуавтоматично устройство
Заваръчна горелка за полуавтоматично устройство се случва няколко вида. Всички те имат общ дизайн с ръкохватка, ключ за стартиране и лента. В края на последния има мундщук, през който излизат телта и газът, както и дюза за формиране на посоката на подаване на защитното вещество.

Диаметърът на мундщука и дюзата варира в зависимост от условията на заваряване. Размерът на лентата може да бъде малко по-къс или по-дълъг, което се избира въз основа на удобството (обикновено малките части са по-лесни за заваряване с малка факла, а манипулациите върху големи метални конструкции са практични с удължен полюс).
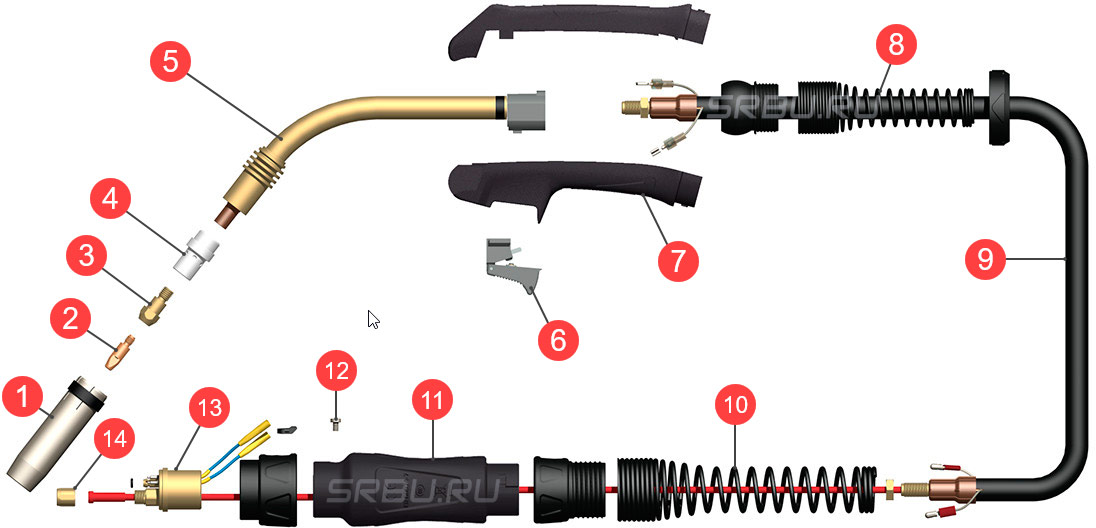
1. Дюзата е конична.
2. Настоящ съвет.
3. Държач за бакшиш
4. Газоразпределител.
5. Микрофон.
6. Бътън.
7. Дръжка.
8. Свързваща пружина
9. Коаксиален кабел.
10. Свързваща пружина
11. Кутия за въздушно охлаждане.
12. Винт.
13. Централен колектор.
14. Гайка.
Характеристики на фенерчета за полуавтоматично устройство, които трябва да се вземат предвид:
1. Максимална граница на заваръчния ток. Той е посочен в ампери и може да варира от 150 до 500 А. Избира се въз основа на възможностите на устройството. Ако горният индикатор на факела е по-нисък от максималната сила на тока на полуавтоматичното устройство, тогава при заваряване върху него факелът бързо ще се прегрява или дори ще се стопи.
2. Факел с дърпащ механизъм. Устройството съдържа малък блок с механични части, които дърпат жицата към дюзата. Това позволява заваряването да се извършва далеч от източника на захранване, но допълнителното тяло блокира видимостта на заварчика и бързо износва ръката, поради което е оправдано само за професионална употреба в специфични условия.
3. Течността се охлажда. Обикновено повечето горелки са проектирани да изпаряват естествено топлината от повърхността си. Но има и по-продуктивни модели, чийто кабел е положен в запечатан маркуч. През него циркулира етилов алкохол с дисциплинирана вода. Течността отнема излишната топлина и я пренася в резервоара. За работата на системата е предвидена малка помпа в основната част на устройството. Този дизайн на горелката е по-скъп, но ви позволява да готвите много часове подред при високи токове.
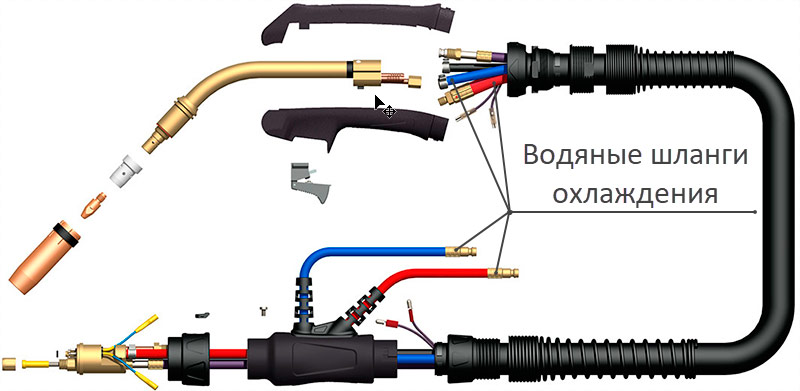
Течно охладена горелка.
Дължината на горелката се нарича размерът на пистолета заедно с втулката, прикрепена към устройството. Има факли с дължина от 2 до 5 м, по-рядко се срещат 7-10 м. За къща и гараж, при условие че на маса или под са заварени малки конструкции, достатъчно е дължина 2-3 м. Тогава забавянето на проводника ще бъде минимално. В случай на използване на полуавтоматично устройство за заваряване на каросерии на автомобили или оранжерии е практично да се избере ръкав от 3-5 м, който осигурява маневреността на заварчика.

Важен ли е конекторът на горелката?
Горелката е подложена на механични и топлинни влияния повече от останалите елементи, така че рано или късно тя ще се разтопи или откаже, което ще изисква подмяна. Той е прикрепен към корпуса чрез специален конектор, който едновременно съдържа механично закрепване, контакти за преминаване на ток, газов канал с гумен уплътнителен пръстен. Захранването на бутоните се доставя отделно чрез друг конектор, излизащ от втулката.
Лесността на избор на компоненти в бъдеще зависи от типа на избрания конектор. Има щифт, отделен (частите за ток и газ са включени в различни гнезда) и Euro конектор.
Най-често срещаната и лесна за подмяна е последната, така че е разумно да я изберете. Но ако полуавтоматично устройство се закупува само за периодично домашно заваряване (заварявайте веднъж месечно), тогава можете да закупите факел с всеки конектор, тъй като неговият ресурс ще продължи много години.

Euro конектор за свързване на горелката.

Euro адаптер за горелка за евро конектор.
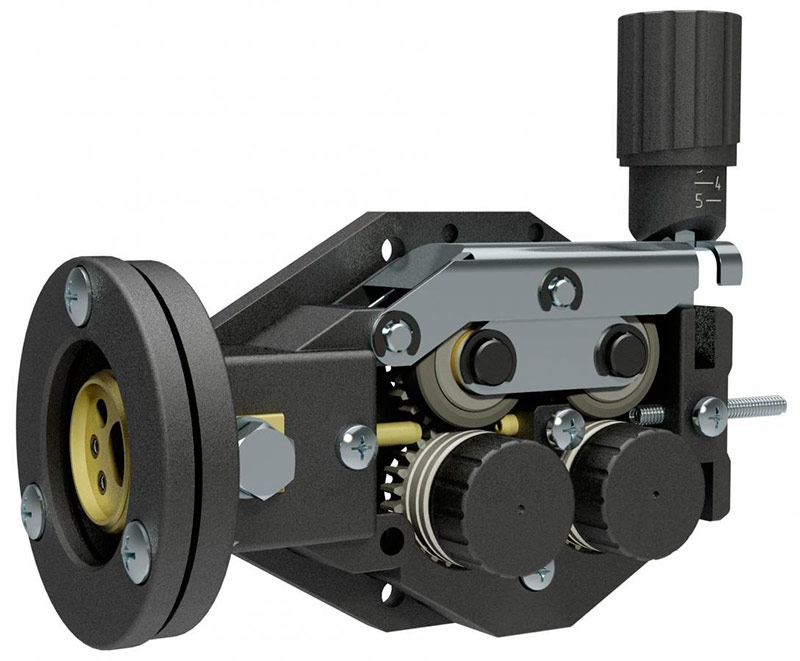
Подаващо устройство за тел
Разновидностите на механизма за подаване на проводници по вид и местоположение вече бяха разгледани по-горе, но в допълнение е важно да се вземе предвид броят на ролките и възможността за подмяната им при избора. Има дизайни с две ролки (затягане и задвижване), което осигурява проста доставка на материал за пълнене. Това е напълно достатъчно за заваряване на некритични конструкции.
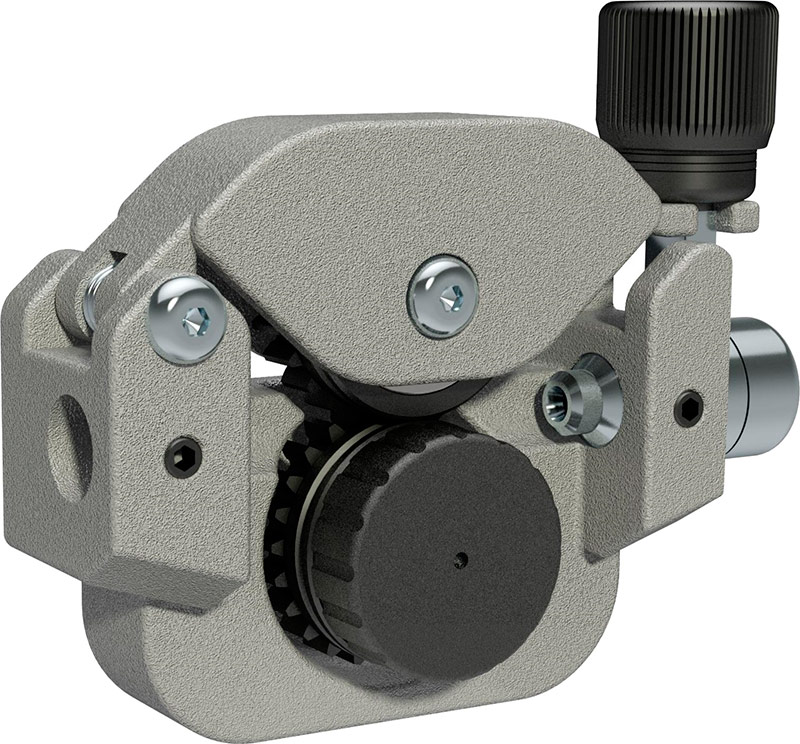
Двужилен механизъм за подаване на тел.
Ако с помощта на полуавтоматично устройство се планира да се произвеждат критични продукти, при които е важно равномерността на шева, тогава ще бъде полезен механизъм с четири ролки на предавката на предавката, характеризиращ се с по-стабилно подаване и отсъствие на ритници (когато барабанът е заседнал). Този тип се справя по-добре с завоите на кабелния канал, създавайки допълнително съпротивление и избутва пълнителния материал в дюзата без смущения. Но такива модели са по-скъпи.
Четирижилен механизъм за подаване на тел.
За да натиснете жицата, ролките са снабдени с канали, съответстващи на диаметъра на добавката. Със значително увеличение или намаляване на ампераж проводникът, кабелният канал и с тях ролките се променят. Последните трябва да бъдат отстранени от осите, в противен случай заваряването в други режими ще бъде невъзможно. Това е практично с широк спектър от дебелини на металните конструкции. Ако в бъдеще се използва само тънка или само дебела стомана, тогава апаратът с ролки е избран първоначално за нея и не се нуждае от пермутации на елементи.
Корекция на индуктивността
На някои полуавтоматични устройства, в допълнение към регулатора на тока, напрежението и скоростта на проводника, има превключвател на индуктивност. Индуктивността намалява разпръскването на течен метал и увеличава проникването му в корена на шева. Това се постига чрез увеличаване на времето за отделяне на капчицата от върха на жицата и нейното плавно прехвърляне към съединените краища. За осъществяването на процеса е необходима смес от аргон и въглероден диоксид.

Заслужава си да плащате за тази функция само ако е необходимо, редовно да извършвате критични фуги, които изискват перфектни шевове с дълбоко проникване. Ако плановете включват заваряване на конвенционални конструкции за двора или ремонт на машини, тогава не трябва да преплащате.
Автоматичен прекъсвач
Ако по време на работа устройството се прегрява или възниква късо съединение в завоите на намотката на трансформатора, тогава частите могат да се стопят и изгорят. За това полуавтоматичните устройства са оборудвани с превключватели, които работят автоматично в такива ситуации. Това предпазва оборудването, окабеляването и хората, ако е разположено върху частта на живо (стои върху конструкцията, свързана с масата).
Ако заваръчната машина няма такава защита, тогава нейната връзка изисква допълнително инсталиране на външна машина и захранване само след нея. Но за стационарна употреба в гараж или у дома, това не е проблем. Моделите, оборудвани с вътрешен прекъсвач, са оправдани само в случай на чести транспорт и заваряване на ново място при неизвестни условия.
Цифрова индикация
Оборудването може да има изтеглена скала и ръчен превключвател, чието въртене дава приблизителна представа за променящата се стойност на заваръчния ток и скоростта на подаване на тел. За гаража и простите задачи за заваряване на ограда това е достатъчно.

Ако искате да направите връзки от тънки метали (каросерия на автомобила) или алуминий, по-добре е да изберете полуавтоматично устройство с цифрова индикация, което помага точно да зададете желаните стойности и да ги запомните за бъдещето. Регулирането на него се извършва чрез завъртане на колелото или с помощта на бутоните „+“ и „-“, а числата светят на таблото и ясно се виждат в лошо осветени помещения.


Качество на мрежовия кабел
Главният кабел изпитва механично и термично напрежение. Ходят по него, пускат предмети, пускат ги. От такава операция жицата бързо ще се износва и ще излага проводниците с напрежение. С оглед на това е препоръчително да изберете полуавтоматични машини с двойна изолация на кабелите. Но за неподвижно място, където жицата е спретнато поставена под стената и затворена (с кутия или дъска), един слой изолация е достатъчен.
Напречното сечение на кабела е важно за осигуряване на предаване на напрежение. За полуавтоматично устройство тази стойност започва от 10 mm2, Колкото по-мощна е заваръчната машина, толкова по-плътни трябва да са медните ядра. За модели 400 А дебелината на мрежовия кабел може да достигне 25 мм2.
ММА възможност
В допълнение към заваряването MIG / MAG, някои полуавтоматични устройства имат друг конектор за свързване на конвенционален държач и заваряване с електрод с покритие. Това е полезно за рязане на метал на трудно достъпни места, където не можете да пълзите диск от мелница. Но за това апаратът трябва да може да увеличи силата на тока до 250-300 А. Тази функция е полезна и за заваряване дълбоко в тръбата, където ръката не пълзи и лентата от факела липсва, но можете да достигнете дълъг електрод от 40 cm.
Изборът на заваръчно полуавтоматично устройство в зависимост от предвидените задачи
Сега можете да комбинирате придобитите знания и групови ключови параметри за избор на заваръчно полуавтоматично устройство за конкретни нужди.
СТОМАНЕ, ремонт на каросерия на автомобил с последващо почистване на шевове
Подходящ е модел с проводник от 0,8 мм, максимален ток 150 А, в един блок с механизъм за подаване на две ролки. За него ще е необходимо захранване от 220 V, дължина на горелката 2-3 m, цилиндър с въглероден диоксид.

Ремонт на специално оборудване, заваряване на контейнери, оранжерии, врати, порти, огради
Ще ви е необходимо полуавтоматично устройство с проводник 1,0-1,2 мм, издаващо до 250 А, но се свързва към домакинска мрежа с напрежение 220 V. За да защитите заварения басейн, се нуждаете от смес от аргон и въглероден диоксид. Ще се получат по-гладки шевове с подаващ механизъм от четири ролки и кабелен канал с дължина 3 м.

Заваряване на рамки и други метални конструкции от канали, ъгли и профилна тръба с дебелина на стената от 10 мм и повече.
Полуавтоматично устройство с мощност 380 V, с мощност 400 A, ще се справи с тази задача.Инертният газ ще бъде MIX и е по-добре да изберете телена подавачка от отделен тип с дължина на факела от 5 м. Това ще опрости движението около голяма структура. Жлебовете на ролките трябва да съответстват на диаметър на проводника 1,6 мм.

Изборът на полуавтоматично устройство може да се извърши правилно, при спазване на горните съвети. Може да се наложи да прочетете повторно един или два раздела, за да разберете нещо, но в крайна сметка закупената заваръчна машина напълно ще отговори на нуждите.








